Sterowanie nietypowego silnika krokowego + własny sterownik.
: 19 lut 2016, 19:15
Witam,
Buduję ploter XY, do celów dydaktycznych i mam problem z synchronizowaniem STEP2CNC ze sterownikiem na ATmega8.
Użyłem silnika krokowego o oznaczeniu 28- BYJ-48, sterują go dwufazowo, na 8 mikrokoków. Jeden krok to obrót o 5,625° osi silnika, jednak w silniku jest jeszcze reduktor 1:64. Silnik pracuje najlepiej z interwałem dla impulsów równym 1,5 ms.
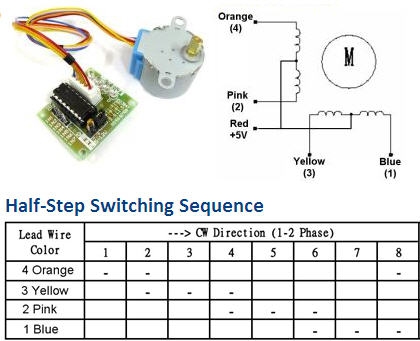
Finalnie oś reduktora ma byś sprzężona ze śrubą o skoku 0,7 mm.
Nie wiem jak ustawić program STEP2CNC aby silnik obracał się o tyle, o ile powinien.
Przeczytałem helpa programu i jest tam zaproponowany wzór:
kroki na mm= kroki na obrót (64=360/5,625)* przełożenie (64) * ilość mikrokoków (8) / skok śruby (0,7 mm)=46811,42857...
jednak po wpisaniu takiej wartości silnik nie obraca się tak jak powinien. Obraca się o kilka stopni (a ustawione przemieszczenie to 0,7 mm) i robi to bardzo wolno.
Najlepiej, jakby odstępy między mikrokrokami wynosiły 1,5 ms.
Sterownik to sam procesor z tranzystorami sterującymi, sterowanie 8 mikrokrokowe jak pojawia się sygnał krok i kierunek na LPT komputera, to wykonywany jest mikrokrok. Próbowałem liczyć sygnały z komputera i sterować silnikiem z "opóźnieniem" tak, aby uzyskać jak największą prędkość na wyjściu reduktora (kiedy na porcie PC pojawiał się sygnał kroku, był on siekany na sygnał prostokątny o 1,5 ms odstępach) jednak zdałem sobie sprawę, że to bez sensu. Po kilku godzinach walczenia nie mam już pomysłu co pozmieniać.
Co rodzicie? Jak to wysterować?
Pozdrawiam Paweł
Buduję ploter XY, do celów dydaktycznych i mam problem z synchronizowaniem STEP2CNC ze sterownikiem na ATmega8.
Użyłem silnika krokowego o oznaczeniu 28- BYJ-48, sterują go dwufazowo, na 8 mikrokoków. Jeden krok to obrót o 5,625° osi silnika, jednak w silniku jest jeszcze reduktor 1:64. Silnik pracuje najlepiej z interwałem dla impulsów równym 1,5 ms.
Finalnie oś reduktora ma byś sprzężona ze śrubą o skoku 0,7 mm.
Nie wiem jak ustawić program STEP2CNC aby silnik obracał się o tyle, o ile powinien.
Przeczytałem helpa programu i jest tam zaproponowany wzór:
kroki na mm= kroki na obrót (64=360/5,625)* przełożenie (64) * ilość mikrokoków (8) / skok śruby (0,7 mm)=46811,42857...
jednak po wpisaniu takiej wartości silnik nie obraca się tak jak powinien. Obraca się o kilka stopni (a ustawione przemieszczenie to 0,7 mm) i robi to bardzo wolno.
Najlepiej, jakby odstępy między mikrokrokami wynosiły 1,5 ms.
Sterownik to sam procesor z tranzystorami sterującymi, sterowanie 8 mikrokrokowe jak pojawia się sygnał krok i kierunek na LPT komputera, to wykonywany jest mikrokrok. Próbowałem liczyć sygnały z komputera i sterować silnikiem z "opóźnieniem" tak, aby uzyskać jak największą prędkość na wyjściu reduktora (kiedy na porcie PC pojawiał się sygnał kroku, był on siekany na sygnał prostokątny o 1,5 ms odstępach) jednak zdałem sobie sprawę, że to bez sensu. Po kilku godzinach walczenia nie mam już pomysłu co pozmieniać.
Co rodzicie? Jak to wysterować?
Pozdrawiam Paweł