




Obrabiarka: EMCO MILL155 T10 SK30
Sterowanie: SINUMERIK 840DM EMCO
Lista narzędzi:
T01: "SK30\Frez walcowo-czołowy\WSF 40x32x16 R_AFD-30 32x37(17)"
T02: "SK30\Frez palcowy do rowków\BNF-B 16x19(79) R_SZF-30 ER25x41"
T03: "SK30\Frez palcowy do rowków\BNF-B 12x16(73) R_SZF-30 ER25x41"
T04: "SK30\Frez palcowy do rowków\BNF-B 10x13(63) R_SZF-30 ER16x41"
T05: "SK30\Gwintownik\GB 6x19(80) 1 R_SZF-30 ER16x41"
T06: "SK30\Wiertło kręte HSS k\SPIBO HSS-k 5.5x57(93) R_SZF-30 ER16x41"
T07: "SK30\Frez palcowy do rowków\BNF-B 6x8(52) R_SZF-30 ER16x41"
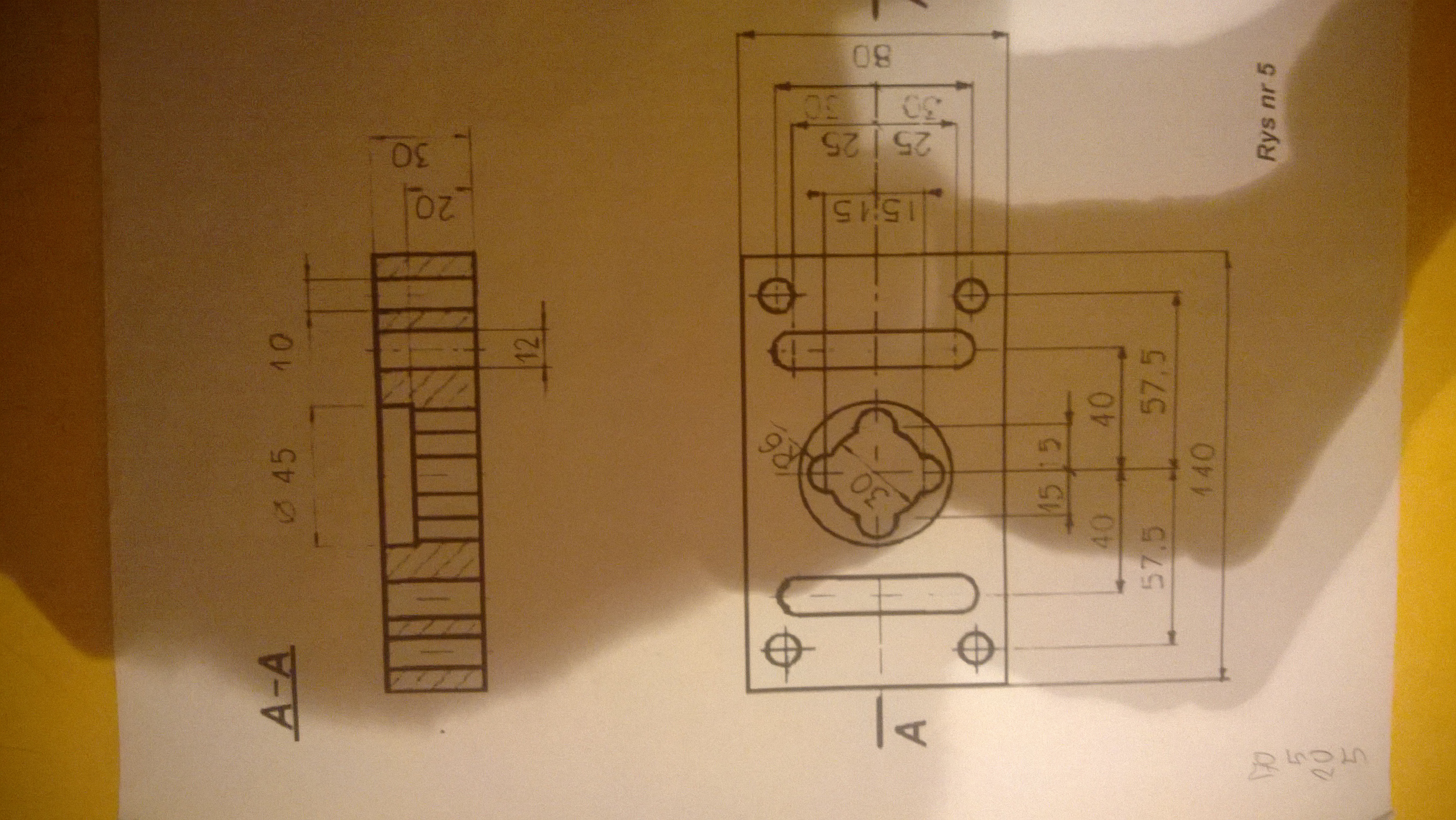
punkt zerowy znajduje się na środku detalu
materiał dla detalu ma wymiary x=140+10 y=80+10 z=30+12
głębokość skrawania 3mm
w programie wykonałem planowanie czoła teraz musiałbym obrobić powierzchnie zewnętrzne nie wiem jak to napisać i co następnie wykonywać
początek programu
g90
g54
t1 m6 d1
g0 z45
s1200 m3
g0 x100 y40
g0 z10
g1 z0 f450
g1 x-100
y10
x100
y-20
x-100
y-50
x100
t2 m6
Z góry dziękuje za każdą pomoc i wszystkie sugestie pozdrawiam.


")






