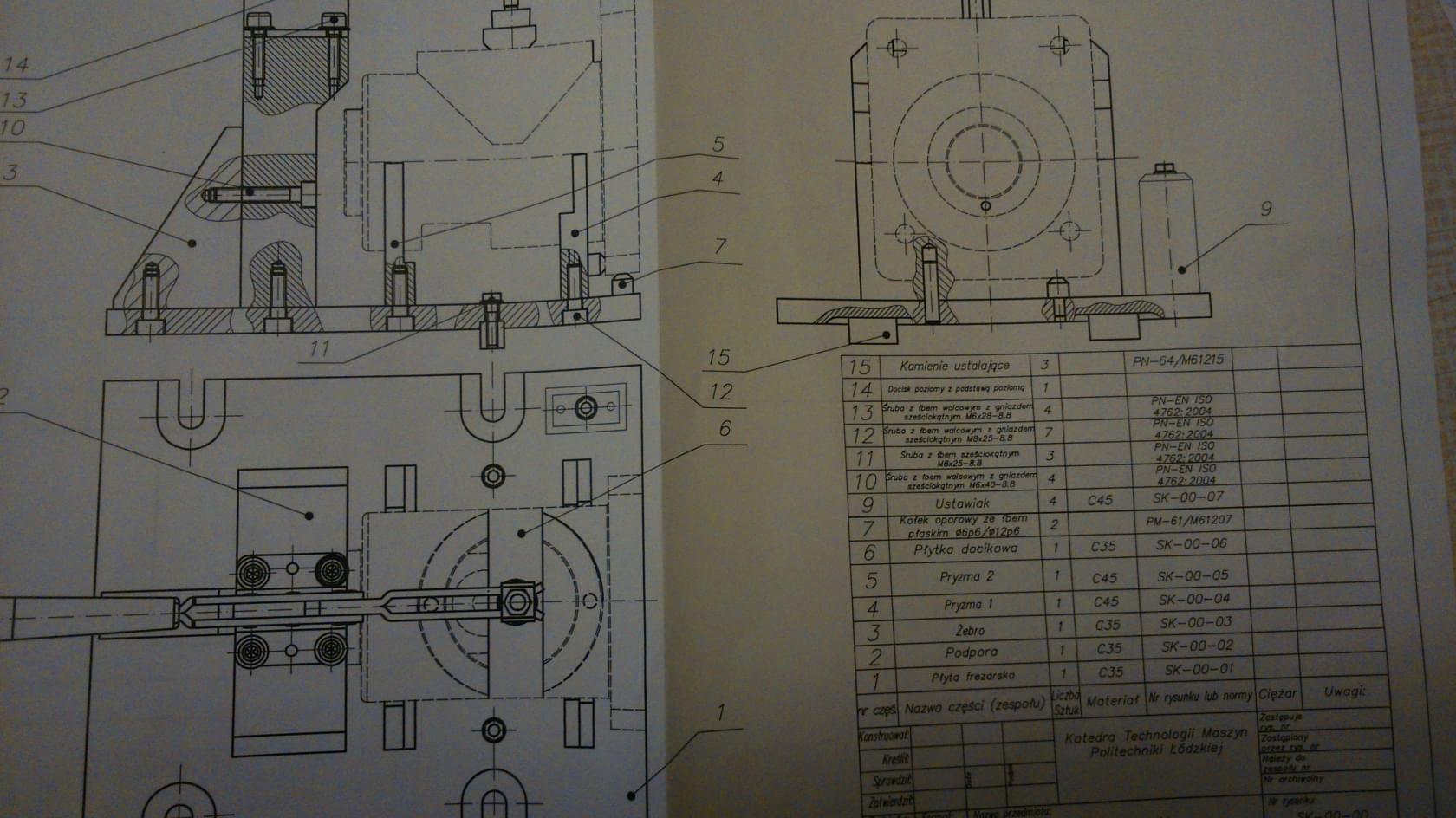
przeglądam rysunki zestawieniowe i napotkałem na "ustawiak"
do czego to służy? czyżby określamy tu 0 dla układu współrzędnych jak maszyna nie ma czujnik/sondy? szczerze nie mam styczności z praktyka i nic mi do głowy nie przychodzi..
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")
Koledze chodzi raczej o poz.9 z rys. a nie o to po co stosuje się przyrządy aczkolwiek taka informacja stanowi uzupełnienie i może się komuś przydaćjasiu... pisze:Ten przyrząd mocujesz na maszynie, a później w tym przyrządzie mocujesz kolejne takie same sztuki, narysowane tu linią przerywaną i wciskasz start programu, czyli słynny zielony guzik.
Ten służy chyba do ustawienia do obróbki czoła tego korpusu.
Robi się to po to, żeby w jak najszybszym czasie zamocować kolejny element, bo w masowej produkcji czas jest najważniejszy. A później operator tonami po prostu mocuje i odmocowuje detale. I guzik naciska, naciska, naciska...






