#10
Post
napisał: Endrju76 » 10 lis 2014, 21:34
Trochę sobie poćwiczyłem i wyszło coś takiego:
%_N_CNCINFO1_MPF
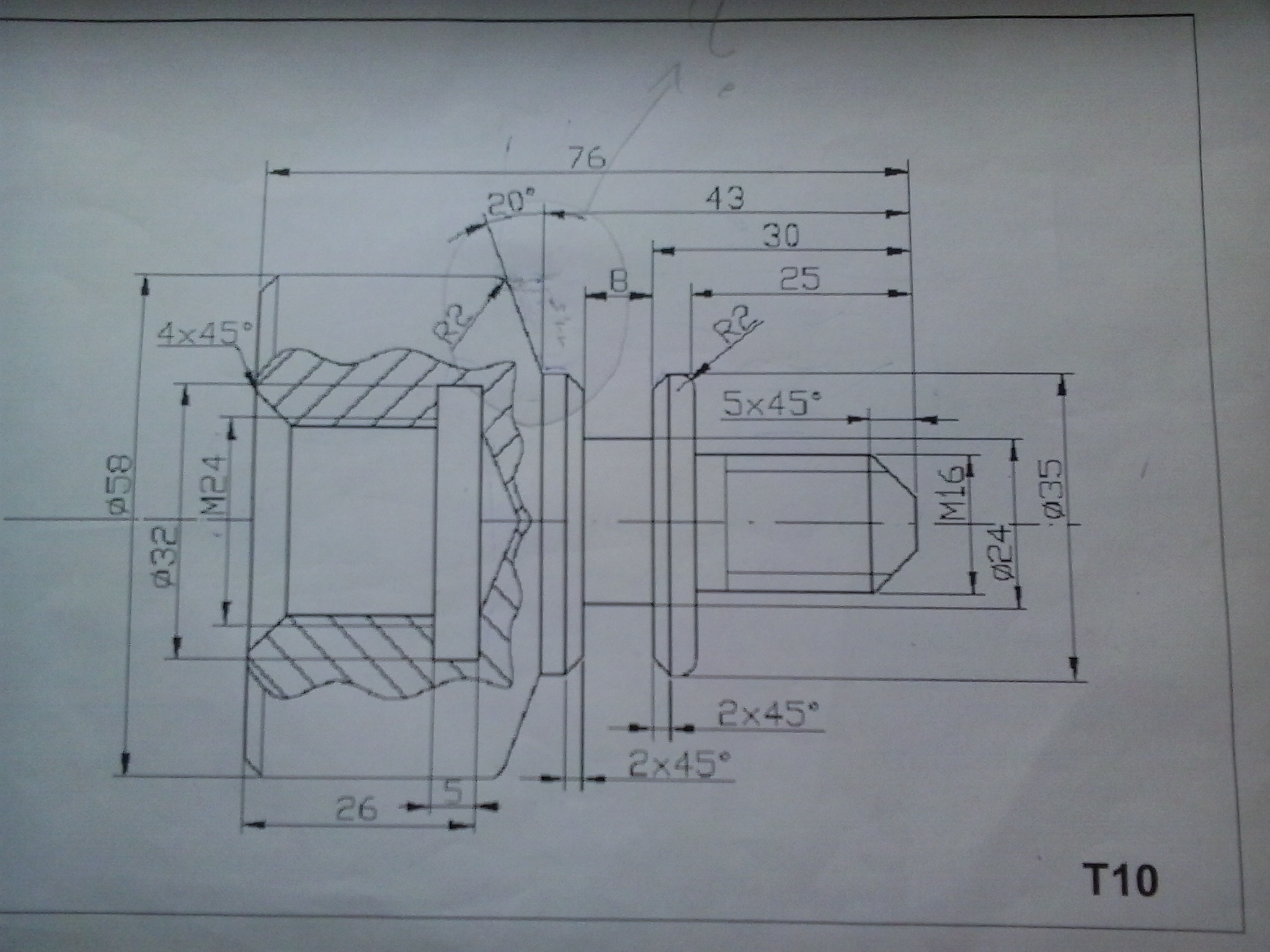
; 10-11-2014 MATERIAL FI 60X78 STRONA LEWA
N5 G40 G54 G71 G90 DIAMON KONT G450
N10 T1 D1 S1500 F0.2 M3 M8 ;nawiertak
N15 G0 X65 Z2
N20 G0 X0
N25 G1 Z-7
N30 G1 Z2
N35 G0 X200 Z200
N40 T2 D1 S800 F0.15 M3 M8 ;WIERTLO FI 19
N45 G0 X65 Z5
N50 G0 X0
N55 CYCLE83(5,0,0,-31,31,-15,15,1,,,1,0,,,,)
N60 G0 X200 Z200
N65 T4 D1 S1600 F0.18 M4 M8 ;TOCZENIE ZEWNETRZNE I PLANOWANIE
N70 G0 X65 Z0
N75 G1 X17
N80 G0 X54 Z1
N85 G1 Z0
N90 G1 X58 Z-2
N95 G1 X58 Z-33
N100 G1 X62
N105 G0 X200 Z200
N110 T3 D1 S1100 F0.15 M4 M8 ;WYTACZANIE
N115 G0 X60 Z2
N120 G0 X28.8
N125 G1 Z0
N130 G1 X20.8 Z-4
N135 G1 X20.8 Z-26
N140 G1 X16
N145 G0 Z5
N150 G0 X200 Z200
N155 T5 D1 S600 F0.1 M3 M8 ;ROWEK WEWNETRZNY
N160 G0 X60 Z5
N165 G0 X19
N170 G1 Z-26
N175 G1 X32
N180 G1 X19
N185 G0 Z5
N190 G0 X200 Z200
N195 T6 D1 S500 F0.2 M3 M8 ;GWINT M24
N200 G0 X60 Z5
N205 G0 X20
N210 CYCLE97(3,0,0,-22,20.8,20.8,0,0,1.7,0.1,0,0,12,3,4,1)
N215 G0 Z200.000 X320.000 M9 M5
N220 M30
%_N_CNCINFO2_MPF
; 10-11-2014 PRAWA STRONA
N5 G40 G54 G71 G90 DIAMON KONT G450
N10 T4 D1 S1600 F0.2 M4 M8 ;TOCZENIE I PLANOWANIE
N15 G0 X65 Z0
N20 G1 X-1
N25 G1 Z1
N30 G0 X62 Z5
N35 CYCLE95("INFO2",2,0.1,0.5,,0.2,,0.1,9,,)
N40 G0 X200 Z200
N45 T7 D1 S600 F0.12 M4 M8 ;ROWEK ZEWNETRZNY
N50 G0 X60 Z5
N55 G0 Z-38
N60 G0 X37
N65 CYCLE93(35,-30,8,10.5,0,0,0,-2,-2,0,0,0.1,0.2,1,0,15)
N70 G0 X200 Z200
N75 T8 D1 S600 F0.2 M3 M8 ;GWINT M16
N80 G0 X60 Z5
N85 G0 X16
N90 CYCLE97(2,0,0,-22,16,16,0,0,1.2,0.1,0,0,8,3,3,1)
N95 G0 Z200.000 X320.000 M9 M5
N100 M30
PODPROGRAM INFO2
N10 G1 X6 Z0
N20 G1 X16 Z-5
N30 G1 X16 Z-25
N40 G1 X35 Z-25 RND=2
N50 G1 X35 Z-43
N60 G1 X58 ANG=110 RND=2
N70 G1 X58 Z-53
N80 M17
Endrju
Zaznacz "POMÓGŁ" - to nie boli







")
")






