



Korekcja G40 w cyklu toczenia FANUC


-
sammuel
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 9
- Posty: 192
- Rejestracja: 15 paź 2014, 16:18
- Lokalizacja: Poznań
Testowałem kompensację tylko na prostej otoczce, bo u nas nie używa się funkcji G40.
T0101;
G50 S2200;
G96 S300 M3;
G0 Z2.;
X16;
G71 U1.2 R.05 F.28;
G71 P1 Q2 U1. W.05;
N1 G0 X10. Z1.;
G1 Z0. F.1 G42;
U2. W-1. F.15;
Z-60 F.22;
U3.;
N2 U2. W-1. G40;
X100. Z100.;
G70 P1 Q2;
Próbowałem też pisać G40 i G42 w osobnych blokach, ale jak były zawarte pomiędzy N1 i N2 to wyskakiwał alarm. Nie wyskakiwał jedynie wtedy kiedy wpisałem G42 przed blokiem N1 i G40 po bloku N2, ale wtedy maszyna nie realizowała kompensacji.
T0101;
G50 S2200;
G96 S300 M3;
G0 Z2.;
X16;
G71 U1.2 R.05 F.28;
G71 P1 Q2 U1. W.05;
N1 G0 X10. Z1.;
G1 Z0. F.1 G42;
U2. W-1. F.15;
Z-60 F.22;
U3.;
N2 U2. W-1. G40;
X100. Z100.;
G70 P1 Q2;
Próbowałem też pisać G40 i G42 w osobnych blokach, ale jak były zawarte pomiędzy N1 i N2 to wyskakiwał alarm. Nie wyskakiwał jedynie wtedy kiedy wpisałem G42 przed blokiem N1 i G40 po bloku N2, ale wtedy maszyna nie realizowała kompensacji.
-
pprzemo88
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 329
- Rejestracja: 26 paź 2009, 15:07
- Lokalizacja: POZNAN
Re: Korekcja G40 w cyklu toczenia FANUC
Na Goodway gl 200 da sie zastosowac kompensacje ale musial bys zobaczyc w instrukcji czy prawidlowo jest napisany cykl.sammuel pisze:Da radę w ogóle zastosować kompensację narzędzia podczas wykonywania cyklu toczenia G71 G70? Moja maszyna to Goodway gl 200. Mając cykl obejmujący bloki P1 Q2 to wpisując G42 w pierwszym bloku N1 wyskakuje alarm.
ps: pracujesz w wysogotowie?
sinumeric 840D/810/802/NUMS/HH-4290/Fanuc O-T /tokarka uniwersalna
tokarz CNC
"Poznań - miasto z piekła rodem.."
-Jestem chamem i mi z tym dobrze-
tokarz CNC
"Poznań - miasto z piekła rodem.."
-Jestem chamem i mi z tym dobrze-
-
GrzegorzQ
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 3
- Posty: 41
- Rejestracja: 04 lut 2010, 10:57
- Lokalizacja: małopolska
Witam
Jeżeli nigdy nie używałeś kompensacji na tej maszynie, to może nie masz prawidłowo zdefiniowanego narzędzia (promień ostrza R, lub typ narzędzia - w tym przypadku 3).
Sprawdź również, czy przy przejeździe w osi Z jest kropka po wartości (Z-60.) w programie na maszynie, bo tutaj zapisałeś bez kropki.
Puściłem twój program na symulatorze Fanuc 0iTc i przebieg jest prawidłowy bez żadnego błędu
Jeżeli nigdy nie używałeś kompensacji na tej maszynie, to może nie masz prawidłowo zdefiniowanego narzędzia (promień ostrza R, lub typ narzędzia - w tym przypadku 3).
Sprawdź również, czy przy przejeździe w osi Z jest kropka po wartości (Z-60.) w programie na maszynie, bo tutaj zapisałeś bez kropki.
Puściłem twój program na symulatorze Fanuc 0iTc i przebieg jest prawidłowy bez żadnego błędu
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
... jasne.GrzegorzQ pisze:...
Puściłem twój program na symulatorze Fanuc 0iTc i przebieg jest prawidłowy bez żadnego błędu
http://zapodaj.net/ecd56d8b0a7f0.bmp.html
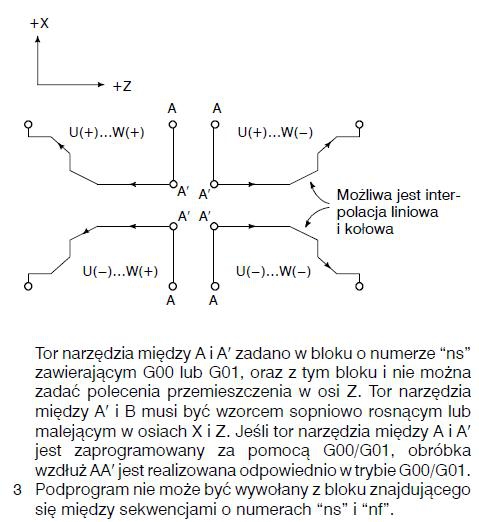
Zanim zaczniesz coś testować , to poczytaj co nie co o kompensacji (pobierz załącznik).sammuel pisze:Testowałem kompensację tylko na prostej otoczce, bo u nas nie używa się funkcji G40.
...
Próbowałem też pisać G40 i G42 w osobnych blokach, ale jak były zawarte pomiędzy N1 i N2 to wyskakiwał alarm. Nie wyskakiwał jedynie wtedy kiedy wpisałem G42 przed blokiem N1 i G40 po bloku N2, ale wtedy maszyna nie realizowała kompensacji.
p.s.
G40 jest odwołaniem kompensacji .
...... jeśli tego odwołania nie używasz , to w jaki sposób chcesz kompensację stosować w programie.
.... doprawdy , niesamowite
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
GrzegorzQ
- Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 3
- Posty: 41
- Rejestracja: 04 lut 2010, 10:57
- Lokalizacja: małopolska
"Wzór" rzeczywiście ten program nie ma prawa iść. Poszedłem na łatwiznę próbując wyręczyć się komputerem (ostatnio pracuję na Sinumerikach). Wystarczyło chwilę się zastanowić nad składnią cyklu G71. Błędny jest pierwszy dojazd (powinien być tylko w osi X).
Więc program powinien wyglądać tak:
T0101;
G50 S2200;
G96 S300 M3;
G0 Z2.;
X16;
G71 U1.2 R.05 F.28;
G71 P1 Q2 U1. W.05;
N1 G0 X10.;
G1 Z0. F.1 G42;
U2. W-1. F.15;
Z-60. F.22;
U3.;
N2 U2. W-1. G40;
X100. Z100.;
G70 P1 Q2;
p.s.
SSCNC tego nie wyłapał.
Więc program powinien wyglądać tak:
T0101;
G50 S2200;
G96 S300 M3;
G0 Z2.;
X16;
G71 U1.2 R.05 F.28;
G71 P1 Q2 U1. W.05;
N1 G0 X10.;
G1 Z0. F.1 G42;
U2. W-1. F.15;
Z-60. F.22;
U3.;
N2 U2. W-1. G40;
X100. Z100.;
G70 P1 Q2;
p.s.
SSCNC tego nie wyłapał.







{kind=link}