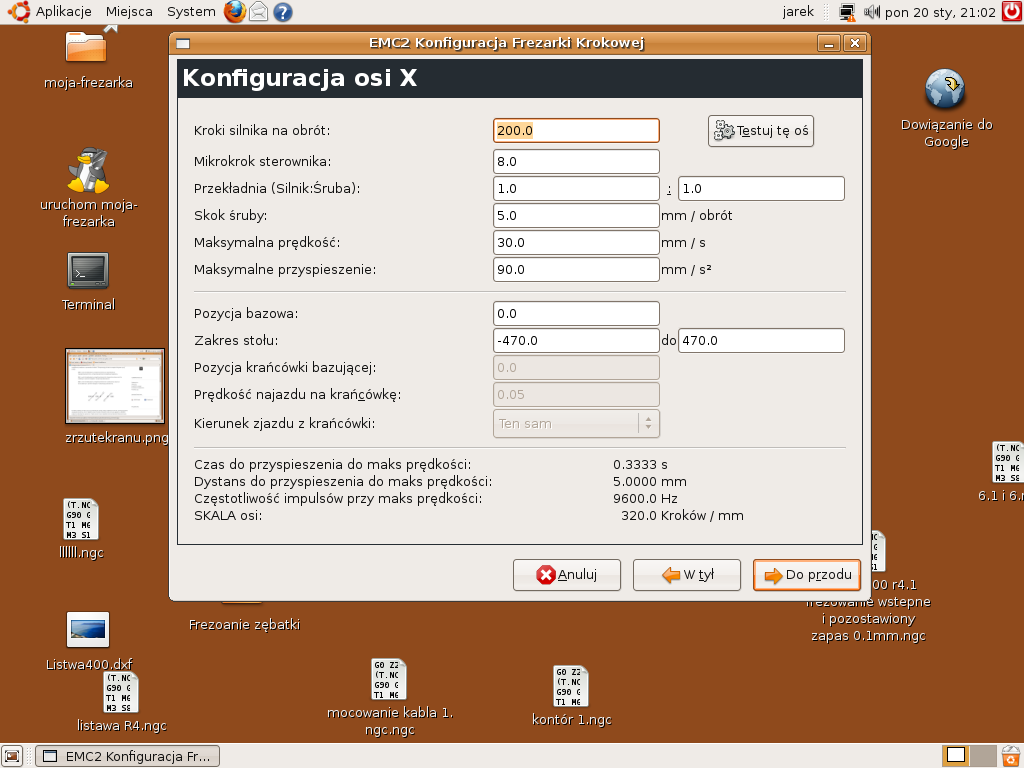
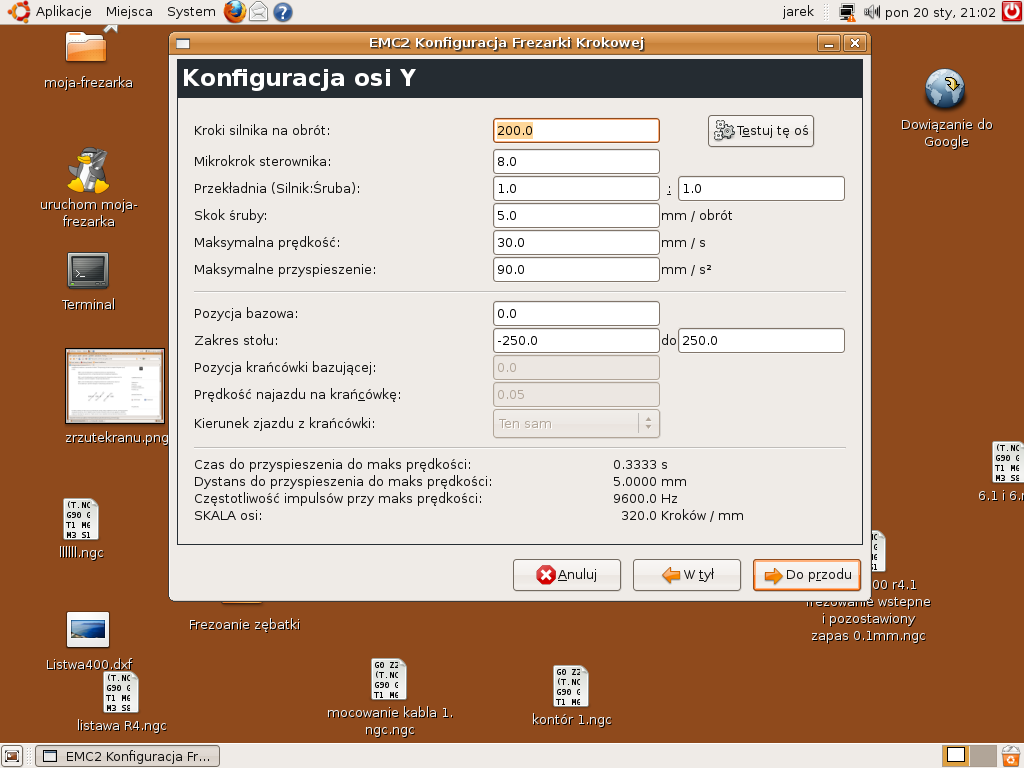
Problem z osią Y przesuniecie z osi o 0.5mm
: 18 sty 2014, 13:24
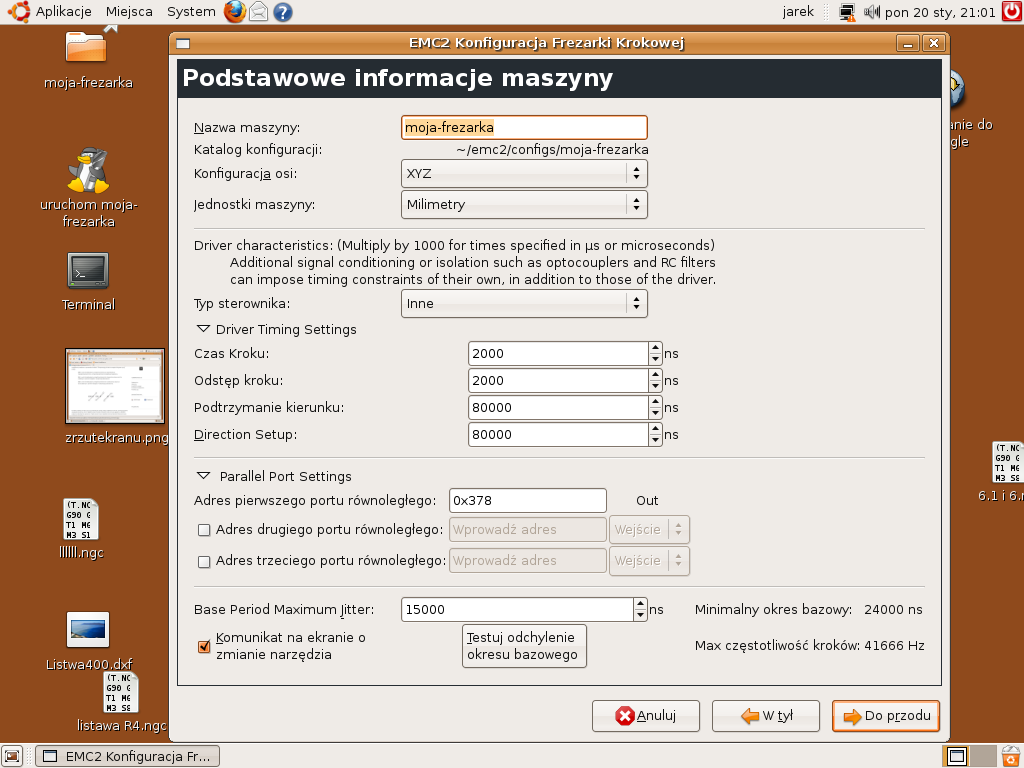
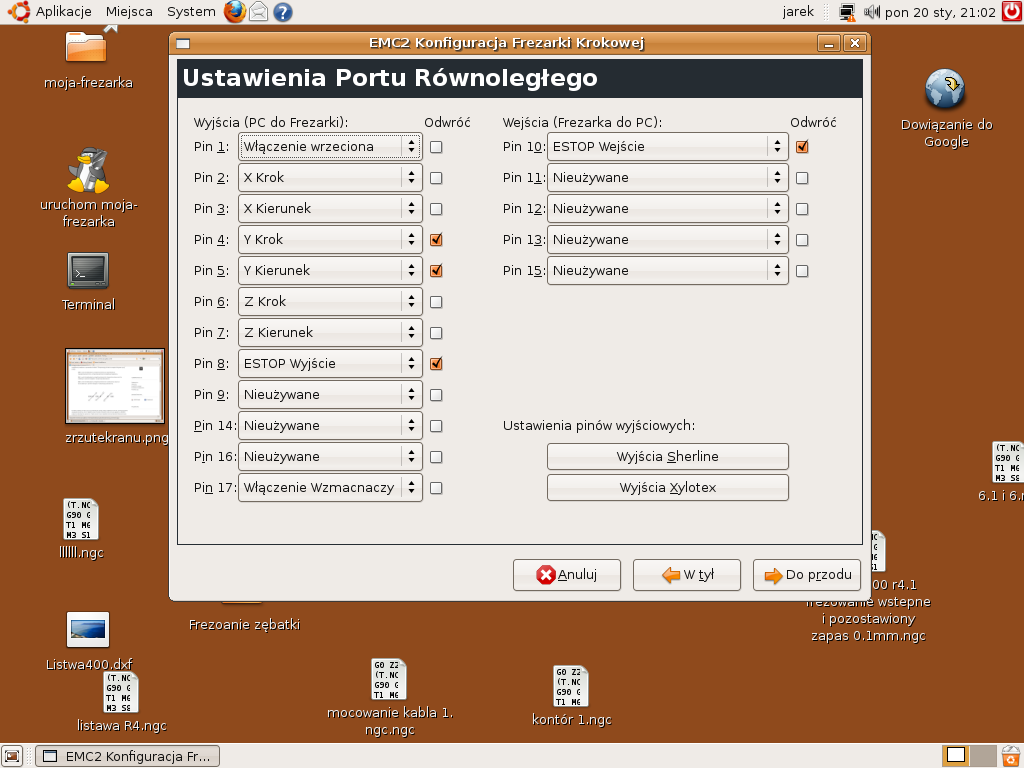
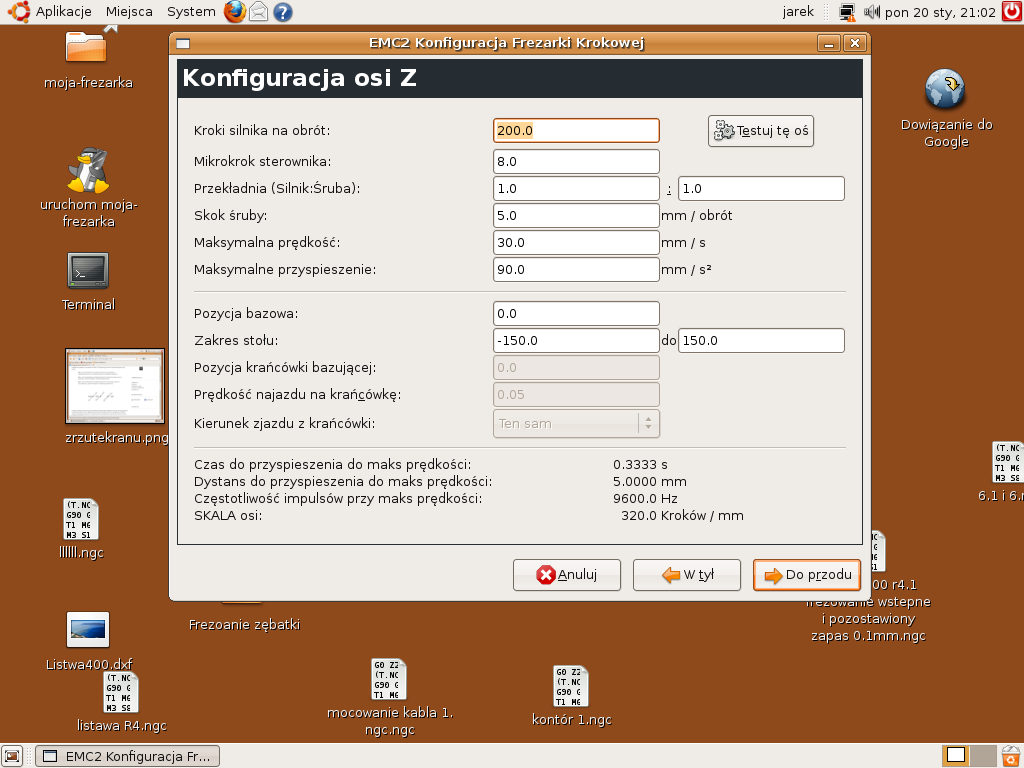
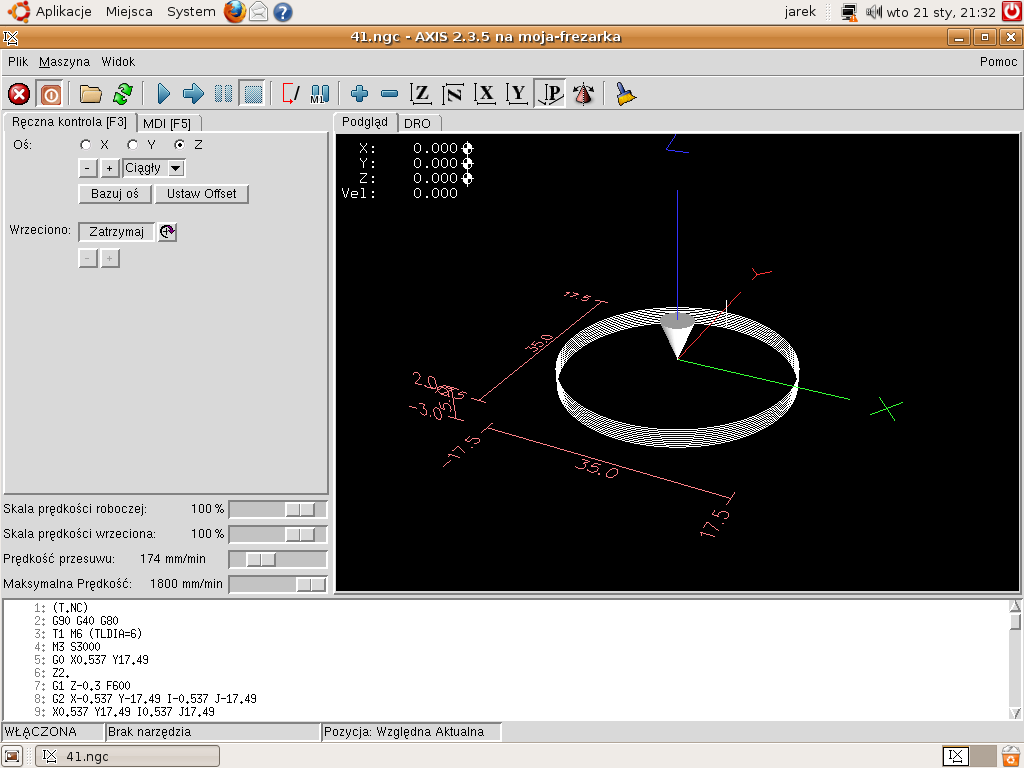
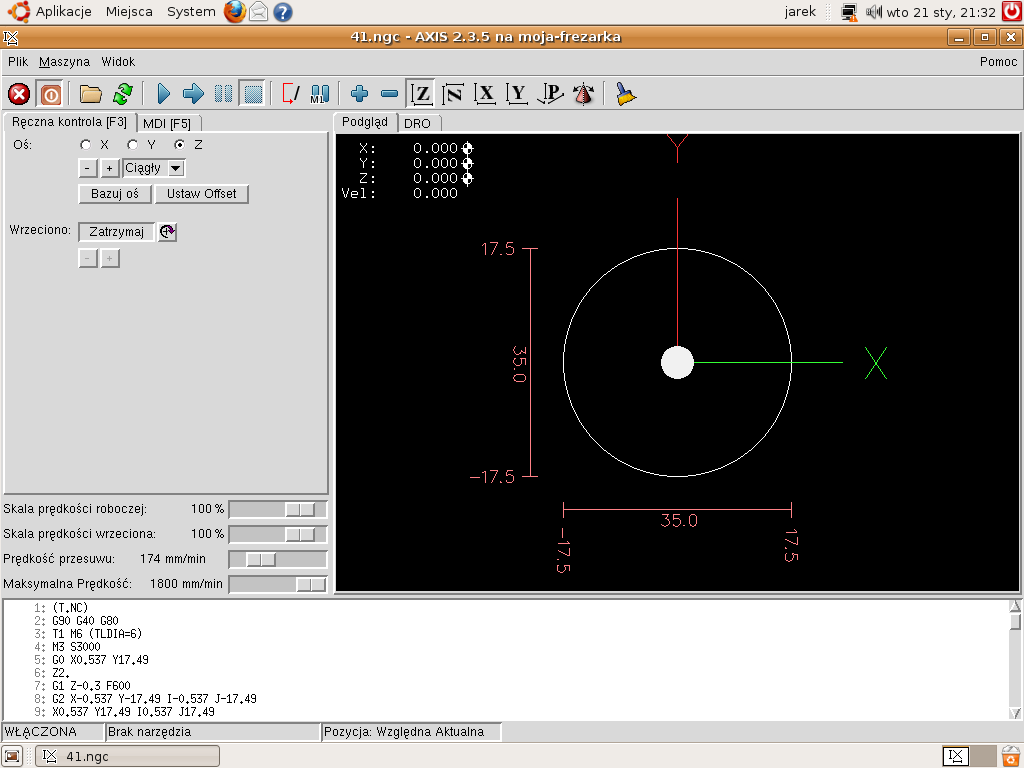
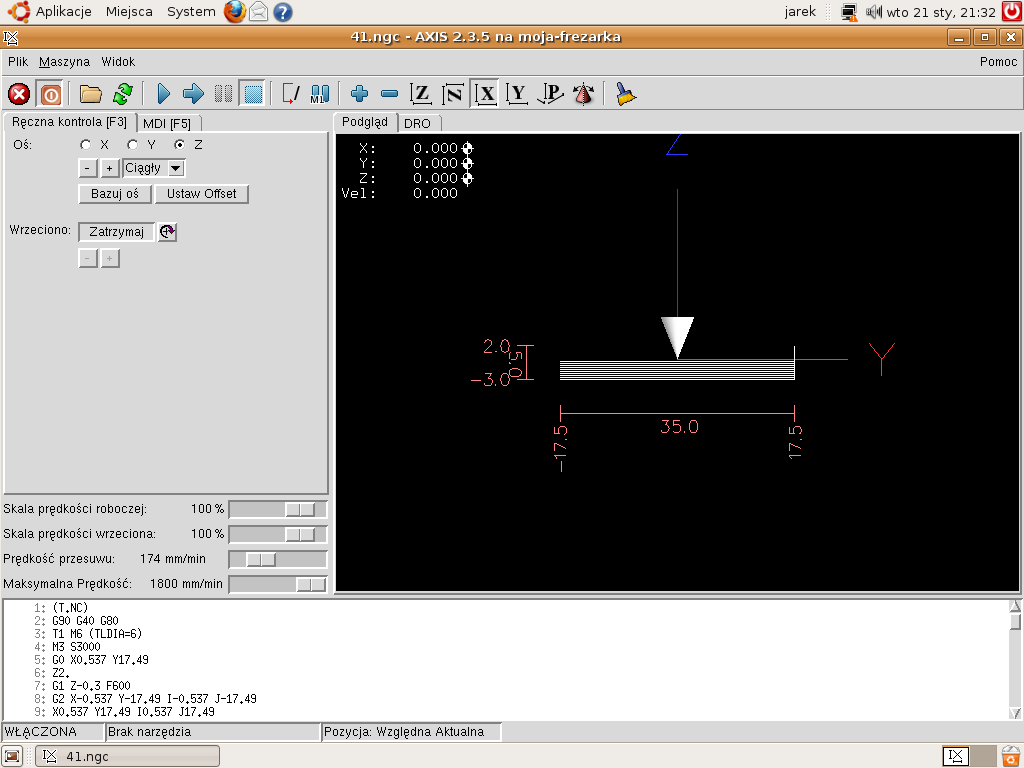
Frezarka o konstrukcji stal-alum(śruby kulowe 16x5) oprogramowanie Emc2. Po narysowaniu okręgu którego oś jest na zerze podaniu tego rysunku do generatora SimplyCam podaniu gkodu do Emc2 następnie ustawiam oś wałka(w którym mam wykonać dany krąg) czujnikiem zeruje oś X Y Z i po wyfrezowaniu okazuje się że frezarka robi mi ten okrag w osi Y 0.5 mm z osi nie zależnie czy to zarys okręgu zewnętrzny czy wewnętrzny.
Nie wiem w czym problem i gdzie go szukać.
Nie wiem w czym problem i gdzie go szukać.