Strona 1 z 2
Pozycjonowanie rowka wpustowego względem otworów
: 16 mar 2012, 19:56
autor: luki_kk
Witam,
Cała obróbka przewidziana na 1 tokarkę CNC z dodatkowo napędzanymi narzędziami.
Problem dotyczy sposobu pozycjonowania po przemocowaniu przedmiotu w celu obróbki 2 strony.
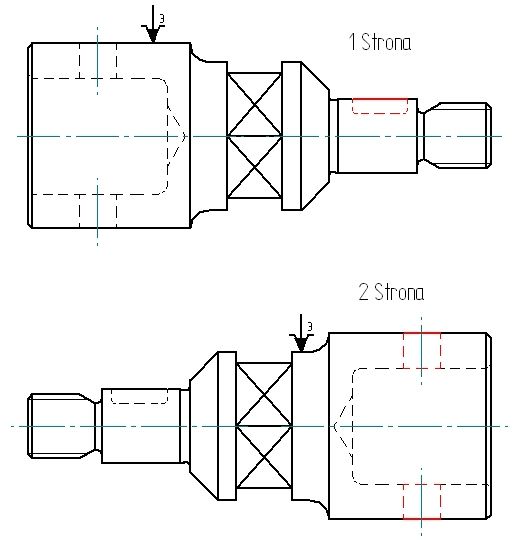
W jaki sposób zapewnić pozycjonowanie, aby rowek wpustowy i otwory znalazły się na 90° po przemocowaniu przedmiotu ?
Czy w tym przypadku lepszy był by wariant z uchwytem przedmiotu z obu stron w kłach, a wykonanie otworu z drugiej strony na innej tokarce CNC przy zamocowaniu w uchwycie 3-szczekowym?
Czoła i nakiełki uprzednio wykonane na frezarko-nakiełczarce.
Głowicy przechwytującej brak, przemocowanie ręczne.
Pozdrawiam
: 16 mar 2012, 23:22
autor: WZÓR
Rozwiązanie jest proste.
1 Strona
Wykonaj cały detal z jednego zamocowania.
2 Strona
Wykonaj tylko otwór.
p.s.
Na jakiej tokarce chcesz to robić ?
Wykonanie kwadratu / sześciokąta wymaga osi Y .
Mariusz.
: 17 mar 2012, 17:25
autor: luki_kk
WZÓR pisze:Rozwiązanie jest proste.
1 Strona
Wykonaj cały detal z jednego zamocowania.
2 Strona
Wykonaj tylko otwór.
p.s.
Na jakiej tokarce chcesz to robić ?
Wykonanie kwadratu / sześciokąta wymaga osi Y .
Mariusz.
Czyli wersja z obustronnym podparciem kłami i obróbka całości konturu zewnętrznego? Następnie przemocowanie na inną tokarkę, albo po większej serii zmiana uchwytu w celu obróbki otworu wzdłużnego?
Rozumiem, że w inne rozwiązania nie warto się bawić?
Zdaje sobie sprawę, że wykonanie kwadratu/szesciokąta wymaga osi Y, np. do obróbki jako kieszeń.
Kwestia sześciokąta, nie jest jeszcze do końca jasna, z tego co wiem to nie będzie dało się go wykonać na posiadanej maszynie Okuma GENOS L200E-M.
http://www.tatung-okuma.com.tw/en/Genos_L200-M.html
A teraz trochę z innej beczki, jak wygląda kwestia toczenia poligonowego. Czy jest ono w ogóle wykonalne jeżeli narzędzie nie ma swobodnego wejścia i wybiegu, tak jak w tym przypadku? Nie miałem z tym nigdy do czynienia.
Pozdrawiam
: 17 mar 2012, 18:54
autor: WZÓR
luki_kk pisze: ... Czyli wersja z obustronnym podparciem kłami i obróbka całości konturu zewnętrznego?....
Absolutnie nie ......
Nie znam wymiarów tego wałka i trudno mi na te pytanie odpowiedzieć.
... A teraz trochę z innej beczki, jak wygląda kwestia toczenia poligonowego. Czy jest ono w ogóle wykonalne jeżeli narzędzie nie ma swobodnego wejścia i wybiegu, tak jak w tym przypadku? Nie miałem z tym nigdy do czynienia. ....
.... moim zdaniem cykl G71 i G70 do obróbki konturu w zupełności wystarczy (mówimy o sterowaniu Fanuc).
Mariusz.
: 17 mar 2012, 22:31
autor: luki_kk
WZÓR pisze:Absolutnie nie ......
Nie znam wymiarów tego wałka i trudno mi na te pytanie odpowiedzieć.
Przedmiot jest mały. Największa średnica d=40, długość wałka l=100mm
W przypadku obróbki z długiego pręta rozwiązanie jest dla mnie oczywiście zrozumiałe.
Nie wiem czemu cały czas myślałem, że napisałem już że półfabrykat to odkuwka, dlatego pytałem tak zawzięcie o podparcie w kłach:)
: 18 mar 2012, 07:37
autor: WZÓR
luki_kk pisze:
Przedmiot jest mały. Największa średnica d=40, długość wałka l=100mm...
W takim wypadku wykonanie kwadratu / sześciokąta jest możliwe ...... zastosuj frez teowy w oprawce poziomej.
... Nie wiem czemu cały czas myślałem, że napisałem już że półfabrykat to odkuwka, dlatego pytałem tak zawzięcie o podparcie w kłach:)
W takim wypadku miałbyś spory problem z wykonaniem gwintu , kanałka i otworu ..... obróbka konturu też nie byłaby zachwycująca.

Mariusz.
: 18 mar 2012, 09:07
autor: luki_kk
WZÓR pisze:
W takim wypadku to i wykonanie kwadratu/sześciokąta jest możliwe ...... zastosuj frez teowy w oprawce poziomej.
ok podejde do tego właśnie w taki sposób:)
WZÓR pisze:
W takim wypadku miałbyś spory problem z wykonaniem gwintu , kanałka i otworu ..... obróbka konturu też nie byłaby zachwycująca.
Mariusz.
Czy w przypadku planowania czół i wykonania nakiełków uprzednio na frezarko nakiełczarce problem nie zostanie rozwiązany?
: 18 mar 2012, 10:12
autor: WZÓR
luki_kk pisze:
WZÓR pisze:
W takim wypadku miałbyś spory problem z wykonaniem gwintu , kanałka i otworu ..... obróbka konturu też nie byłaby zachwycująca.
Mariusz.
Czy w przypadku planowania czół i wykonania nakiełków uprzednio na frezarko nakiełczarce problem nie zostanie rozwiązany?
Pracując na takiej tokarce
 http://www.tatung-okuma.com.tw/en/Genos_L200-M.html
http://www.tatung-okuma.com.tw/en/Genos_L200-M.html
frezarko - nakiełczarka jest zbędna.
luki_kk pisze:Przedmiot jest mały. Największa średnica d=40, długość wałka l=100mm
W przypadku obróbki z długiego pręta rozwiązanie jest dla mnie oczywiście zrozumiałe.
...
Tak to wygląda obrazkowo.
Wykonaj detal od A - Z , przetnij przecinakiem w widocznym miejscu i przejdź do 2 operacji w wiadomym celu.

Mariusz.
: 18 mar 2012, 10:41
autor: luki_kk
Zdaje sobie sprawę, że te rozwiązanie jest najodpowiedniejsze i tak też bym to zrobił.
Jednak w tym wszystkim chodzi o rozwiązanie problemu wykonania tego przedmiotu z odkuwki.
Z założenia produkcja seryjna/ wielko seryjna, stąd rodzaj półfabrykatu.
Nie jest to faktyczny problem, tylko wycinek z pracy dyplomowej.
Chyba, że spróbuję odrzucić ostatecznie rozwiązanie z odkuwką i zmienić wcześniejsze wyliczenia związane ze znaczną oszczędnością materiału i narzędzi, kosztem zbyt skomplikowanych i nieopłacalnych rozwiązań w przypadku odkuwki.
Miało nie być za łatwo, dlatego zostały narzucone takie a nie inne założenia, ale sam już nie wiem czy nie jest to za bardzo oderwane od rzeczywistości?
: 18 mar 2012, 10:55
autor: WZÓR
Hmm .... w takim wypadku przedstawiona przez Ciebie wersja mocowania do obróbki tokarskiej jest prawidłowa.
... pozostaje sprawa otworu i kanałka , a w przypadku odkuwki operacja ta jest niewykonalna (brak możliwości sztywnego zamocowania detalu).
.... masz przewidzianą w projekcie frezarkę ? - na niej tę operację wykonaj.
luki_kk pisze:... Miało nie być za łatwo, dlatego zostały narzucone takie a nie inne założenia, ale sam już nie wiem czy nie jest to za bardzo oderwane od rzeczywistości?
Z lekka jest
... tokarka CNC + podajnik pręta .... i śpię.

Mariusz.