Strona 1 z 1
Toczenie warstwa po warstwie (Fanuc)
: 10 kwie 2011, 12:04
autor: Marcino88
Witam
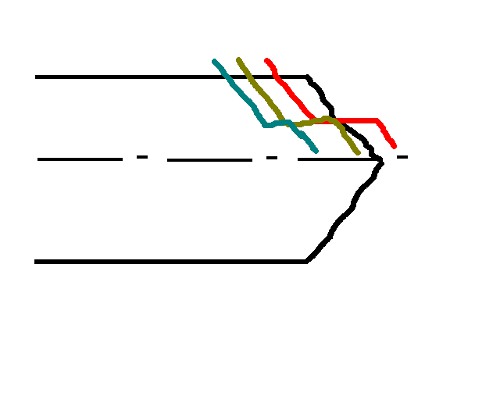
Chciałbym skrawać warstwa po warstwie, jak na tym schematycznym rysunku, aby uniknąć niepotrzebnych ruchów narzędzia jak przy cyklu G71 (bo toczenie ma się odbywać z półfabrykatu a nie z wałka) . Czy mógłbym prosić o przypomnienie który to cykl.
: 10 kwie 2011, 17:22
autor: marchru
może chodzi o cylk 73 - skrawanie warstwowe wzdłuż zadanego konturu
: 10 kwie 2011, 21:12
autor: Marcino88
Tak to ten cykl. Dzięki. Sprawdziłem na symulatorze i działa.
Jeśli ktoś by tu zajrzał szukając po goglach to może przypomnę, że żeby tego użyć używa się w programie formuły np:
N20 G73 U30. R5
N25 G73 P30 Q75 U2. W0.5 F0.2
gdzie R to liczba przejść.
: 12 kwie 2011, 16:45
autor: luk_asz01
opisz caly cykl prosze.
intersuje mnie gdzie jest wartosc naddatku w osi x i z
: 12 kwie 2011, 17:18
autor: marchru
luk_asz01 pisze:opisz caly cykl prosze.
intersuje mnie gdzie jest wartosc naddatku w osi x i z (wartość wyrażona ze znakiem)
U i W oznaczają odpowiednio wartości naddatku w osiach X i Z.
Czytałem inny twój temat o stosowaniu korekcji.
Z tego co pamietam zawsze się powinno wyłączać korekcje przed cyklami.
Tak się robi w Sinumeriku oraz Pronumie. Wg instrukcji fanuca oraz np. traub korekcję nalezy wpisywać.
W przypadku trauba sprawdziłem, że chodzi w obu przypadkach. Na fanucu nie wiem bo u mnie wszystkie programy są pisane w intefejsie fanuca
Z kolei w innej instrukcji znalazłem
Kod: Zaznacz cały
N.B. Cykl obróbki zgrubnej G73 nie przewiduje kompensacji promienia narzędzia (G41, G42, G40), który
oczywiście może być aktywowany przy wykończeniu (cykl G70).
Zatem w twoim programie wg instrucji jest bląd