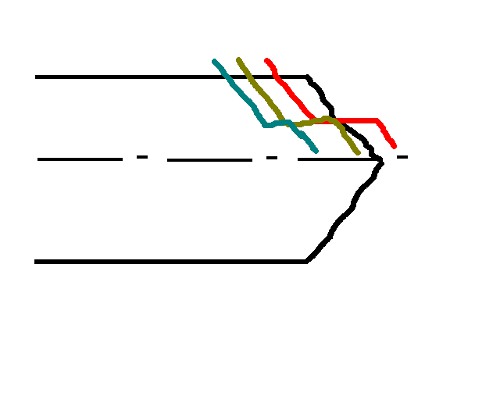
Chciałbym skrawać warstwa po warstwie, jak na tym schematycznym rysunku, aby uniknąć niepotrzebnych ruchów narzędzia jak przy cyklu G71 (bo toczenie ma się odbywać z półfabrykatu a nie z wałka) . Czy mógłbym prosić o przypomnienie który to cykl.
Obsługa, Programowanie i Budowa Maszyn Numerycznych








")
U i W oznaczają odpowiednio wartości naddatku w osiach X i Z.luk_asz01 pisze:opisz caly cykl prosze.
intersuje mnie gdzie jest wartosc naddatku w osi x i z (wartość wyrażona ze znakiem)
Kod: Zaznacz cały
N.B. Cykl obróbki zgrubnej G73 nie przewiduje kompensacji promienia narzędzia (G41, G42, G40), który
oczywiście może być aktywowany przy wykończeniu (cykl G70).






