



")
-wykonanie całego detalu na frezarce
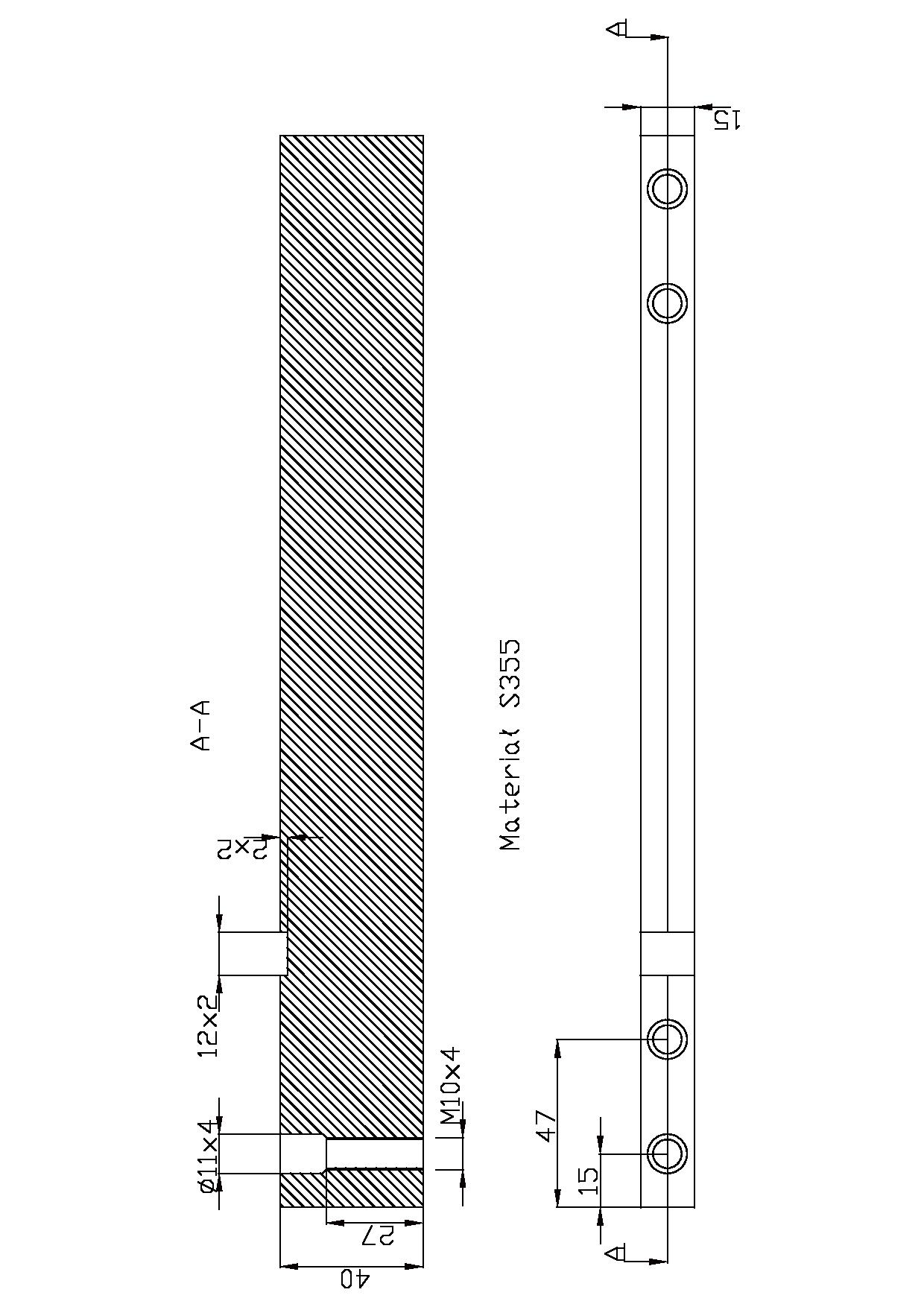
-do wiercenia zastosowanie wiertła dwustopniowego( i teraz nasuwa się pytanie jak to się sprawdzi w przypadku tak głębokiego wiercenia 40mm)
-wykonanie rowków frezem palcowym.
Długość całkowita tego płaskownika to 698mm obawiam się troszkę o stabilność tego wiercenia przy zwykłym zamocowaniu go w imadle i zastanawiam się nad wykonaniem jakiegoś przyrządu.Po drugie ciągłe łapanie bazy za każdym razem będzie uciążliwe a chodzi tu o jak najszybsze wykonanie(miałby może ktoś jakiś pomysł wykonania)nie chodzi tu o jedną sztukę bo to bez sensu robić przyrząd aby łapać jeden detal mam tu na uwadze co najmniej z dwie albo trzy sztuki.Nigdy nie miałem styczności z wiertłami dwustopniowymi i mam pytanie jak one się zachowują przy wierceniu w materiale S355 wiem że w grę wchodzi milion czynników firma,parametry wiercenia itp. interesuje mnie ogólna opinia. W grę wchodzi wykonywanie 200szt miesięcznie a więc zależy mi tu na szybkim wykonaniu(kupno nowej maszyny nie wchodzi w grę ani zlecenie wykonania).Z góry dziękuję za pomoc.
[ Dodano: 2010-10-30, 15:19 ]
Jeszcze pozostała mi sprawa gwintowania o której zapomniałem wspomnieć pozostaje ręczne gwintowanie.Jakiś inny pomysł ? Pozdrawiam



")

")







