Strona 1 z 1
Prosze o pomoc w programie na tokarkę cnc
: 27 mar 2010, 21:36
autor: karolas123
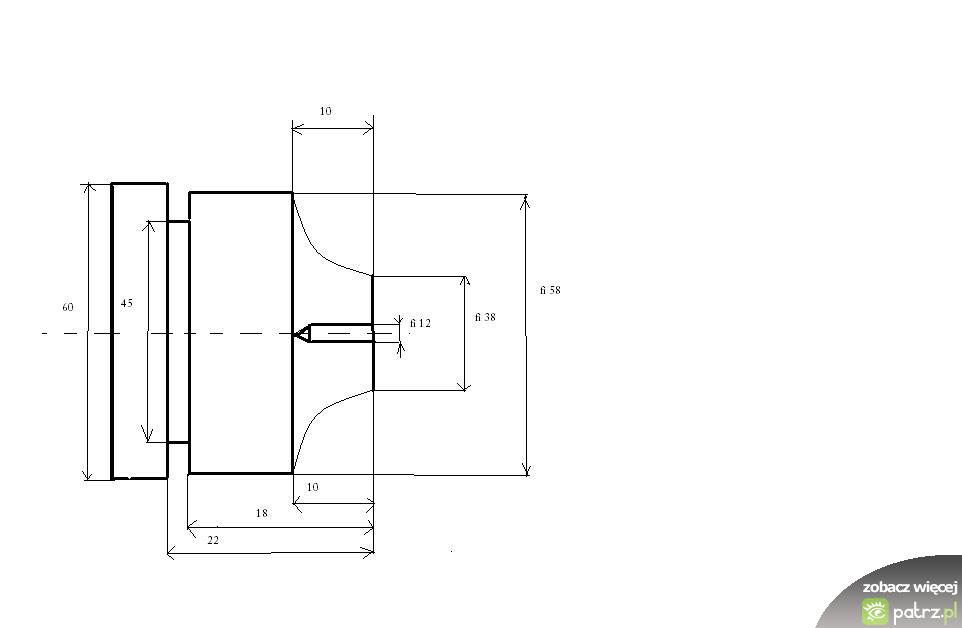
Witam panstwa. Jako poczatkujacy w specjalizacji cnc, ucze sie jestem w technikum, nidawno zaczelismy obrabiarki, i mam napisac program na tokarkę cnc dla pokazanego nizej detalu, jednak jako ze to pierwszy program nie mam pojecia jak to zrobić. Wiem ze wymiarowanie musi byc w trybie absolutnym G90, trzeba ustalic punkt zerowy przedmiotu, wukoszystac interpolacje liniową, i chyba kołowa zgodnie ze wskazówkami zegara. Prosze państwa o pomoc bo sam sobie nie poradze, a keidy juz zobacze o co chodzi napewno z nastepnymi sobie poradze. narzedzie ze osia z.
Moje narzedzia T
wiertło 069/569
przecinak 038/538
nóż lewy 003/507
Ponizej rysunek, przepraszam ze proporcje nie zachpwane, ale z painta...
Z góry dziekuje za wszelka pomoc
[ Dodano: 2010-03-28, 10:12 ]
Prosze choc napisac jak zaczac, punkt zerowy i troche podstaw a moze sobie poradze
: 28 mar 2010, 13:09
autor: WZÓR
... a tyle jest już przykładów na forum....

%
O12345
G28 U0
G28 W0
T0202 (obróbka zgrubna)
G50 S2400
G96 S200 M03
G54
G00 Z0.
X62. M08
G01 X-0.8 F0.05
G00 X62. Z2.
G71 P10 Q60 D0.5 U0.2 W0.2 F0.15
N10 G00 X38. Z2.
N20 G01 X38. Z0. F0.15
N30 G02 X58. Z-10. R10
N40 G01 X58. Z-22.
N50 X60. Z-22.
N60 X60. Z-?
G42 G70 P10 Q60 F0.15 (obróbka wykańczająca)
G40
G28 U0
G28 W0
T0303 (3.0 toczenie rowka)
G50 S1400
G96 S90 M03
G00 Z-21.
X62.M08
G75 X45.I1. K1. F0.05
G28 U0
G28 W0
M09
T0404 (wiercenie otworu)
G50 S580
G97 S580 M03
G00 Z5.
M08
G81 X0. Z-10. R2.5 F0.2
G80
G28U0
G28W0
M09
M30
%
P.S. Program sprawdź w symulacji graficznej , w trakcie pisania tego programu Twoich narzędzi nie brałem pod uwagę .
...mam nadzieję , że nie popełniłem po drodze jakiegoś błędu...
....
N60 X60. Z- ?
....
uzupełnij brakujący wymiar i popraw w programie.
: 28 mar 2010, 14:25
autor: karolas123
Kod: Zaznacz cały
%
O12345
G28 U0
G28 W0
T0202 (obróbka zgrubna)
G50 S2400
G96 S200 M03
G54
G00 Z0.
X62. M08
G01 X-0.8 F0.05
G00 X62. Z2.
G71 P10 Q60 D0.5 U0.2 W0.2 F0.15
N10 G00 X38. Z2.
N20 G01 X38. Z0. F0.15
N30 G02 X58. Z-10. R10
N40 G01 X58. Z-22.
N50 X60. Z-22.
N60 X60. Z-40
G42 G70 P10 Q60 F0.15 (obróbka wykańczająca)
G40
G28 U0
G28 W0
T0303 (3.0 toczenie rowka)
G50 S1400
G96 S90 M03
G00 Z-21.
X62.M08
G75 X45.I1. K1. F0.05
G28 U0
G28 W0
M09
T0404 (wiercenie otworu)
G50 S580
G97 S580 M03
G00 Z5.
M08
G81 X0. Z-10. R2.5 F0.2
G80
G28U0
G28W0
M09
M30
%
Dzieki bardzoi to naprawde dla mnie zbawienne, nie rozumiem tylko pierwszych linijek
Co daje funkcja O oraz przy G28 U oraz W?
: 28 mar 2010, 15:40
autor: marchru
O to numer/nazwa programu
G28 - Powrót do położenia zerowego maszyny
Kod G28 służy do przywracania wszystkich osi do położenia zerowego maszyny, chyba że oś (lub osie)
zostanie określona, a wówczas tylko ta oś (lub osie) zostaje przywrócona do położenia zerowego maszyny.
G28 anuluje przesunięcia długości narzędzia dla następujących wierszy kodu.
U Komenda ruchu inkrementalnego osi X
W Komenda ruchu inkrementalnego osi Z
Takie motywy są dla sterowania np. Hass
Dla sinumerika masz G500 lub G53
: 28 mar 2010, 18:01
autor: WZÓR
karolas123 pisze:
Dzieki bardzoi to naprawde dla mnie zbawienne, nie rozumiem tylko pierwszych linijek
Co daje funkcja O oraz przy G28 U oraz W?
Przy rozpoczynaniu programu i przy wymianie narzędzia warto (szczególnie tym początkującym programowanie) wpisać ;
...
G28 U0
G28 W0
...
, gdyż masz wtedy pewność , że w trakcie obrotu głowicy nie ,,przywalisz'' narzędziem o przeszkody , np. w uchwyt tokarski.

...
N50 X60. Z-22.
N60 X60. Z-40
...
... Z-40. ( z kropką na końcu)