Przyspieszony kurs cnc
: 08 gru 2009, 22:08
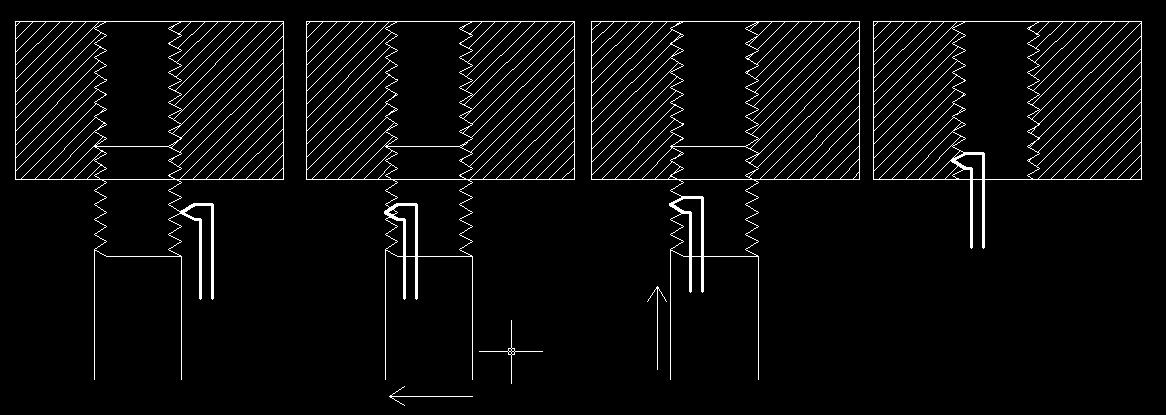
Witam, od niedawna obsługuję dwa centra robocze Hankook Protek 9nb i Takisawa EX322, całą wiedze jaką posiadłem jest na podstawie książek i podglądania innych, nigdy nie miałem tzw szkolenia, ..no może tydzień lub dwa gdzie miałem stać 1 metr od panelu kontrolnego i się przyglądać tylko. Pewnego dnia kierownictwo postawiło mnie przed faktem dokonanym: chcesz to startuj, jeśli nie to drugiej szansy nie dostaniesz, i tak zaczeła się moja "przygoda" z cnc. Od kilku tygodni moja firma przyjmuje zlecenia na naprawy gwintów, są to marne pieniądze więc zależy im na minimalizacji czasu pracy. Moje pytanie brzmi jak w miarę szybko mogę odnależć właściwą dla gwintu ścieżkę cięcia? Wiadomo, przy zewnetrznym nie ma problemu, ponieważ wszystko widać jak na dłoni, gorzej jednak z wewnętrznymi gdzie dostep wzrokowy jest bardzo ograniczony. Na chwile obecną robie to w sposób następujący: nakładam na gwint smar i po przejechaniu narzędziem wprowadzam korekty, jest to czasochłonne ponieważ odnalezienie właściwej ścieżki zajmuje mi około 5/7 przejechań narzędzia. Czy istnieje prostszy sposób na wykonanie takiej naprawy? Pozdrawiam
[ Dodano: 2009-12-13, 22:31 ]
Nie mogę uwierzyć, że nikt z szanownego grona tutaj nie wykonuje gwintów, widziałem na forum wielu szyderców ale nikt tutaj ze mnie nie drwi, dlaczego?
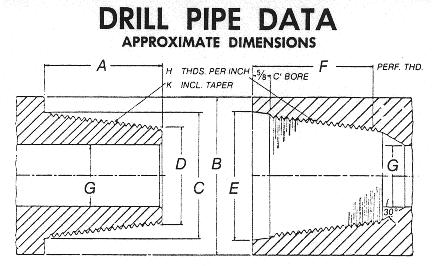
Dla ułatwienia podam może parametry jednego z bardziej popularnych połączeń jakie wykonuję.Sa to połączenia API więc wszystki dane są w inczach, wymiar kąta to 3TPF (7.125*)
7"3/32(+1/32 -1/64); 0
wart kąt 7,125; -5/8(+3/32 -1/32)
wart kąt 35* gdzie pkt końcowy wyznacza linia równolegle prostopadła wyznaczona od 6.742; 0 pod kątem 7,125
wart kąt 7,125; -5"7/8(+3/8 -0)
to tyle jeżeli o sam profil, gwint jest nacinany od 6,742;0 pod katem 7.125 do minimum -5"3/8, jest to 4TPI (.250"), kąt ostrza to 60*, głebokość końcowego nacięcia gwintu to .14730" (+,001 -.003)
Szukam wartości przybliżonych do max wartości .010" ponieważ jest to naprawa a nie wykonanie nowego, jeżeli chodzi o wstepne wymiarowanie mogę określić wartość dla pierwszego uskoku, ew przyłożyć nóż do ścieżki (nie wiem na ile to może być przydatne),
jezeli o wartości RPM to przy zmianie ze 150 na 100 uzyskuje przesunięcie o ok .005" przy starcie cyklu na z +1".
Myślę, że te informacje bedą przydatne, jezeli potrzebne są dodatkowe informacje których nie podałem pytajcie, znalazlem wzór do obliczania lini śrubowej, nie jest on stosowany do stożka, więc nie mogę znaleść zależności. Pozdrawiam
[ Dodano: 2009-12-13, 22:31 ]
Nie mogę uwierzyć, że nikt z szanownego grona tutaj nie wykonuje gwintów, widziałem na forum wielu szyderców ale nikt tutaj ze mnie nie drwi, dlaczego?
Dla ułatwienia podam może parametry jednego z bardziej popularnych połączeń jakie wykonuję.Sa to połączenia API więc wszystki dane są w inczach, wymiar kąta to 3TPF (7.125*)
7"3/32(+1/32 -1/64); 0
wart kąt 7,125; -5/8(+3/32 -1/32)
wart kąt 35* gdzie pkt końcowy wyznacza linia równolegle prostopadła wyznaczona od 6.742; 0 pod kątem 7,125
wart kąt 7,125; -5"7/8(+3/8 -0)
to tyle jeżeli o sam profil, gwint jest nacinany od 6,742;0 pod katem 7.125 do minimum -5"3/8, jest to 4TPI (.250"), kąt ostrza to 60*, głebokość końcowego nacięcia gwintu to .14730" (+,001 -.003)
Szukam wartości przybliżonych do max wartości .010" ponieważ jest to naprawa a nie wykonanie nowego, jeżeli chodzi o wstepne wymiarowanie mogę określić wartość dla pierwszego uskoku, ew przyłożyć nóż do ścieżki (nie wiem na ile to może być przydatne),
jezeli o wartości RPM to przy zmianie ze 150 na 100 uzyskuje przesunięcie o ok .005" przy starcie cyklu na z +1".
Myślę, że te informacje bedą przydatne, jezeli potrzebne są dodatkowe informacje których nie podałem pytajcie, znalazlem wzór do obliczania lini śrubowej, nie jest on stosowany do stożka, więc nie mogę znaleść zależności. Pozdrawiam