Strona 1 z 1
Po zamianie silników i sterowników serwo problem.
: 11 lis 2022, 14:45
autor: jarcys
Po zamianie silników i sterowników maszynka nie pracuje poprawnie .
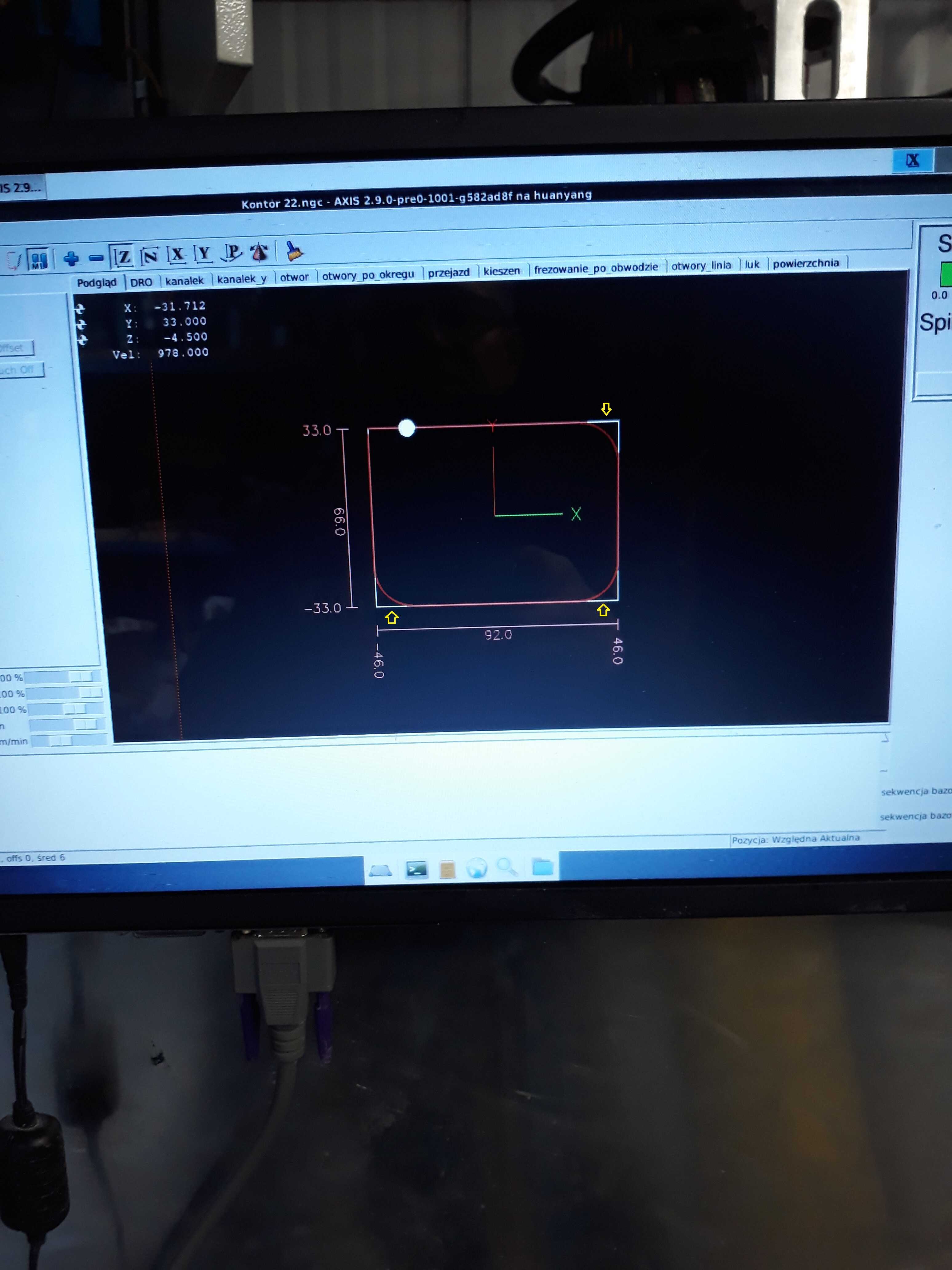
Przykład z frezowaniem prostokąta na kątach prostych robi mi łuki.
Gkod sprawdzony na starych silnikach i sterownikach było prawidłowo.
Stare silniki 60H86-3008B sterowniki 2M542
Oprogramowanie Linuxcnc
Nowe siniki i silniki
Serwo silnik krokowy model 86EBP111ALC-TK0
Sterownik serwo krokowy ZDM-2HA865
Re: Po zamianie silników i sterowników serwo problem.
: 11 lis 2022, 16:26
autor: Adi123
Poza tym problemem wymiary się zgadzają? Czy to są "idealne" promienie, czy bardziej przypomina to wycinek elipsy?
Wygląda to trochę tak, jak by za szybko załączał się napęd drugiej osi- tak tylko gdybam, ale może jakieś zakłócenia przy hamowaniu się pojawiają?
Re: Po zamianie silników i sterowników serwo problem.
: 11 lis 2022, 16:36
autor: tuxcnc
jarcys pisze: ↑11 lis 2022, 14:45
Po zamianie silników i sterowników
Coś Ci się pomieszało...
Co mają sterowniki i silniki do tego co się wyświetla na ekranie?
Niewiele widać na obrazku, ale to wygląda na G61/G64...
Re: Po zamianie silników i sterowników serwo problem.
: 11 lis 2022, 16:54
autor: drzasiek90
Czy oprócz zmiany sprzętu coś jeszcze zmieniałeś?
Zmieniałeś przyspieszenia?
Jeśli masz niskie przyspieszenia a masz ustawiony tryb stałej prędkości (G64) to frezując narożnik napęd jednej osi zaczyna jechać zanim napęd drugiej osi dojechał do punktu, po to aby stałą prędkość utrzymać.
Ustaw G61 lub G64 z parametrem P, jeśli znasz dopuszczalny błąd.
Re: Po zamianie silników i sterowników serwo problem.
: 11 lis 2022, 19:23
autor: jarcys
Wstawiłem G61 i jest ok .
A to dlaczego wcześniej na starych podzespołach napędu było ok ?
Silniki mają takie same parametry ?
Czy te przyspieszenia ustawiam w konfiguracji Linuxcnc w Maksymalne Przyspieszenie ?
Re: Po zamianie silników i sterowników serwo problem.
: 11 lis 2022, 20:02
autor: drzasiek90
Jeśli nic nie zmieniałes w ustawieniach, nie tworzyles nowej konfiguracji to przyspieszenia ustawione masz tak samo przecież.
Sprawdź w pliku .ini
Coś tu nie mówisz wszystkiego.
Re: Po zamianie silników i sterowników serwo problem.
: 11 lis 2022, 20:32
autor: tuxcnc
jarcys pisze: ↑11 lis 2022, 19:23
Wstawiłem G61 i jest ok .
Nie jest.
G61 będzie powodowało szarpanie, bo napęd musi się całkiem zatrzymać zanim znowu ruszy.
Dużo lepszym rozwiązaniem jest np. G64P0.01, albo z inną dość małą wartością.
No chyba że naprawdę musisz mieć idealnie ostre naroża, ale zwykle i tak nie będą z innych powodów.
Pokombinuj.
Natomiast jest jeszcze coś, o czym powinieneś wiedzieć.
Otóż wszelkie serwa, także serwokrokowce, mają własną rampę, co przy niewłaściwych ustawieniach przyspieszenia może dać dość paskudne efekty.
Po prostu Linuxcnc pracuje w otwartej pętli, a serwo w zamkniętej. Skutek jest taki, że program może wysłać pakiet impulsów STEP i myśleć że ruch został wykonany, kiedy w rzeczywistości napęd dopiero hamuje i ma jeszcze jakiś dystans do pokonania...
Różnica jest taka, że będziesz miał na podglądzie ostre naroża, a w rzeczywistości pościnane, czyli inaczej niż opisywanym przypadku.
Re: Po zamianie silników i sterowników serwo problem.
: 15 lis 2022, 11:08
autor: jarcys
To jest mój plik ini
# Generated by stepconf 1.1 at Sun Feb 9 16:54:21 2020
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
[EMC]
MACHINE = huanyang
DEBUG = 0
VERSION = 1.1
[DISPLAY]
DISPLAY = axis
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MIN_FEED_OVERRIDE = 0.000000
MAX_FEED_OVERRIDE = 1.200000
MAX_SPINDLE_OVERRIDE = 1.5
MIN_SPINDLE_OVERRIDE = 0.1
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/cnc/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 6.000000
MAX_LINEAR_VELOCITY = 83.3333
MIN_LINEAR_VELOCITY = 0.500000
DEFAULT_ANGULAR_VELOCITY = 12.000000
MAX_ANGULAR_VELOCITY = 180.000000
MIN_ANGULAR_VELOCITY = 1.666667
EDITOR = gedit
GEOMETRY = xyz
PYVCP = custompanel.xml
TKPKG = Ngcgui 1.0
NGCGUI_FONT = Helvetica -12 normal
NGCGUI_PREAMBLE = mm_std.ngc
NGCGUI_SUBFILE = kanalek.ngc
NGCGUI_SUBFILE = kanalek_y.ngc
NGCGUI_SUBFILE = otwor.ngc
NGCGUI_SUBFILE = otwory_po_okregu.ngc
NGCGUI_SUBFILE = przejazd.ngc
NGCGUI_SUBFILE = kieszen.ngc
NGCGUI_SUBFILE = frezowanie_po_obwodzie.ngc
NGCGUI_SUBFILE = otwory_linia.ngc
NGCGUI_SUBFILE = luk.ngc
NGCGUI_SUBFILE = powierzchnia.ngc
NGCGUI_SUBFILE =
[KINS]
JOINTS = 3
KINEMATICS = trivkins coordinates=XYZ
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
PROGRAM_EXTENSION = .nc,.tap G-Code File
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
SUBROUTINE_PATH = ../../nc_files/ngcgui_lib:../../ngcgui_lib/utilitysubs:/home/j/linuxcnc/nc_files/ngcgui
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
BASE_PERIOD = 39062
SERVO_PERIOD = 1000000
[HAL]
HALUI = halui
HALFILE = huanyang.hal
HALFILE = custom.hal
HALFILE = xhc-whb04b-6.hal
POSTGUI_HALFILE = custom_postgui.hal
[HALUI]
MDI_COMMAND=(debug,00)
MDI_COMMAND=(debug,macro1)
MDI_COMMAND=(debug,macro2)
MDI_COMMAND=(debug,macro3)
MDI_COMMAND=(debug,macro4)
MDI_COMMAND=G1 G53 X0 Y0 Z0 F4000
MDI_COMMAND=(debug,macro6)
MDI_COMMAND=G1 X0 Y0 Z0 F4000
MDI_COMMAND=(debug,macro8)
MDI_COMMAND=(debug,macro9)
MDI_COMMAND=(debug,macro10)
MDI_COMMAND=(debug,macro11)
MDI_COMMAND=(debug,macro12)
MDI_COMMAND=(debug,macro13)
MDI_COMMAND=(debug,macro14)
MDI_COMMAND=(debug,macro15)
MDI_COMMAND=(debug,macro16)
MDI_COMMAND=G1 G53 Z0 F4000
MDI_COMMAND=(debug,macro17)
MDI_COMMAND=(debug,macro18)
MDI_COMMAND=(debug,macro19)
[TRAJ]
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 8.00
MAX_LINEAR_VELOCITY = 80.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_X]
MAX_VELOCITY = 76.0009728125
MAX_ACCELERATION = 500.0
MIN_LIMIT = -0.001
MAX_LIMIT = 430.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -0.001
MAX_LIMIT = 430.0
MAX_VELOCITY = 76.0009728125
MAX_ACCELERATION = 500.0
STEPGEN_MAXACCEL = 625.0
SCALE = 320.0
FERROR = 1
MIN_FERROR = .25
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -1.500000
HOME_LATCH_VEL = -1.500000
HOME_OFFSET = 0.0
HOME_SEQUENCE = 1
[AXIS_Y]
MAX_VELOCITY = 76.0009728125
MAX_ACCELERATION = 500.0
MIN_LIMIT = -0.001
MAX_LIMIT = 510.0
[JOINT_1]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -0.001
MAX_LIMIT = 510
MAX_VELOCITY = 76.0009728125
MAX_ACCELERATION = 500.0
STEPGEN_MAXACCEL = 625.0
SCALE = 320.0
FERROR = 1
MIN_FERROR = .25
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -1.500000
HOME_LATCH_VEL = -1.500000
HOME_OFFSET = 0.0
HOME_SEQUENCE = 2
[AXIS_Z]
MAX_VELOCITY = 60.0
MAX_ACCELERATION = 500.0
MIN_LIMIT = -170.0
MAX_LIMIT = 0.001
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -170.0
MAX_LIMIT = 0.001
MAX_VELOCITY = 60.0
MAX_ACCELERATION = 500.0
STEPGEN_MAXACCEL = 625.0
SCALE = 320.0
FERROR = 1
MIN_FERROR = .25
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 1.500000
HOME_LATCH_VEL = 1.500000
HOME_OFFSET = 0.0
HOME_SEQUENCE = 0