




")
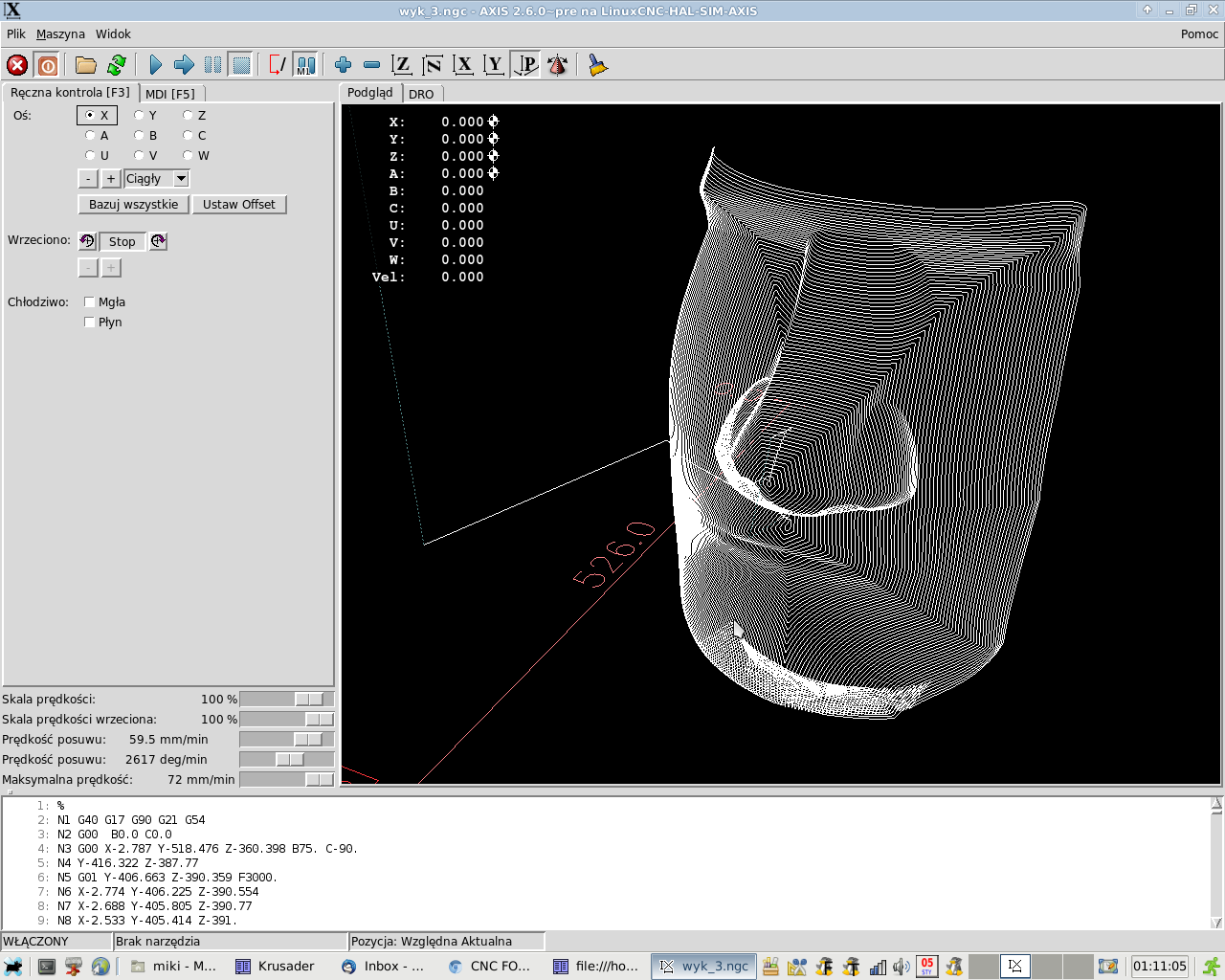
Stawiam dolary przeciwko orzechom, że nasza mątwa udzieli ci zaraz surowej nagany za podesłanie pliku niezgodnego z zamówieniem - miał być otwór po skosie, a nie jakiś bohomaz
Miałem się do ciebie nie odzywać, pajacyku, ale jesteś tak zabawny, że jednak zmieniłem zdaniemontffa pisze:Jeżeli stwierdzę, że dorastasz mojej wiedzy, to zacznę z Tobą jakąś polemikę. Ściągnięty z netu jakiś rysuneczek, to nie powód do rozpoczęcia konwersacji. Tak naprawdę, to nawet nie wiem czy rozumiesz co umieściłeś w poście. Więc pozwól, że ci powiem. Otóż zamieściłeś kilka prostych ruchów jakiegoś narzędzia, które porusza się w jednej płaszczyźnie. Jeżeli ten rysunek to twoje dzieło to opisz to kodem. Podaj narzędzie, dobierz warunki obróbki. To jest forum CNC, a nie Photshop-a. Jak uda ci się podesłać mi kawałek kodu, do wykonania prostopadłego otworu w płaszczyźnie nachylonej pod katem 45 stopni, to być może uwierzę w Twoje umiejętności. Czekam. Jak to mówią, krowa która dużo ryczy, zazwyczaj mało mleka daje.
Po co ci ta strona www. Trzeba było umieścić stronę koła gospodyń wiejskich. Nie stać Cię na własną. Żenujące.
Zadałeś pytanie o prosty ruch narzędzia w xyz - i na takie pytanie ci odpowiadałem. Nie moja wina, że twoje ograniczone zdolności umysłowe nie pozwoliły ci zadać pytania o naprawdę interesujący cię temat. Na dzień dzisiejszy dysponuję tylko czteroosiową maszyną , pierwszy kod wykorzystujący czwartą oś popełniłem przed chwilą. W związku z powyższym nie mogę posiadać kodu na pięcioosiówkę, nawet tak prostego, jak wiercenie pod kątem.
W przeciwieństwie do ciebie nie mam manii wielkości, i doskonale sobie zdaję sprawę z braków w moim wykształceniu.
Z mojego kodu nie skorzystasz, nawet jakbyś chciał, bo nie zrozumiesz ani ty, ani twoja FIDIA. Na forum znajdziesz moich kodów sporo, możesz spróbować
Bartek dał ci kod z CAM-a - rozumiesz coś z tego? Potrafisz coś takiego napisać z palca? Ja nie potrafię, Bartek też nie. Nawet jakby ci wygenerował kod na wymarzone wiercenie pod kątem, i tak byś tego nie ugryzł. Nie da się tego ręcznie przerabiać. A raczej jest to zupełnie nieopłacalne - zajmie miesiące, a może i lata. CAM to wygeneruje od ręki. Tylko trzeba go kupić, na włoskim złomowisku nie leży.
Ale wiercenie pod kątem jest operacją, którą można wyliczyć - wystarczy chcieć. Ty akurat jesteś ostatnią osobą, dla której by mi się chciało - nawet za pieniądze. Spróbuj sam. Ale do tego trzeba mieć między uszami coś więcej, niż gumkę, która je trzyma na miejscu... Nie pomoże kupiony za prosiaki tytuł
Nie mam żadnego problemu z dzieleniem się wiedzą, czy z pomaganiem bliźnim. Ale to ja wybieram, komu chcę pomagać, i ile tej pomocy udzielić. Na tym forum popełniłem kilka tutoriali, między innymi również o programowaniu w g-code.
Domena wiarus.org wraz ze wszystkim subdomenami należy do mnie, jak kilkanaście innych. Jestem prezesem błońskiego koła LOK. Sam tę stronkę robiłem, robiłem też np airguns.pl, czy kontrowersje.net. W czynie społecznym, za free.
Kod i wcześniejsze zrzuty "fotoszopa" też znajdziesz bez trudu na forum, i to by było na tyle, jeśli chodzi o pryncypia. A teraz zafunduj sobie termomodernizację, bo ci się ewidentnie zwoje przegrzały


")







