clubber84 pisze:A zgłaszałeś niesprawną maszynę kierownikowi lub szefowi firmy?
Jeśli nie, to musisz zgłosić jak najszybciej, a nie polegać na kolegach (a nóż-widelec, któryś się zlituje i naprawi). Od napraw jest serwis
A jak stanie Ci się wypadek przy pracy na niesprawnej maszynie, to jak myślisz kto beknie - ty czy kierownik/szef?
Najlepiej będzie, jak dasz kierownikowi/szefowi oświadczenie do podpisania, że poniesie odpowiedzialność za wypadek na niesprawnej maszynie, mimo że awaria została wielokrotnie zgłaszana - w przeciwnym wypadku nie zamierzasz ryzykować.
Ja do tej maszyny mogę polecić AWM-Serwis z Piaseczna.
Znaczy tam nie mam na kim polegać, bo akurat byłem przez jakiś czas sam jeden na 2 krawędziarki - a co za tym idzie, najbardziej doświadczony hehe.
Zgłaszane było, ten stycznik to naprawiał jakiś automatyk z którym zakład współpracuje dosyć długo. Nawet Trumpfa naprawił, a oficjalny serwis nie potrafił (znaczy nie wiem czy nie potrafił, chcieli wymieniać od razu nadajnik i jakiś sterownik, a okazało się, że wystarczyło posiedzieć trochę i ustawić wiązkę). No ale co się okazało, to nie może znaleźć dlaczego się przepala, na razie to zostawił, bo ma do zrobienia jeszcze robota spawalniczego. Mówił, że jak tam skończy to wróci i poczyta dokumentację, bo teraz nie może się wyrobić.
Serwis sobie gdzieś w telefonie zapiszę. Jak będzie trzeba to podpowiem dla kierowników, gdzie mogliby się zgłosić, tylko u nas jest tak, że zada nie ruszą póki maszyna jako tako chodzi. Ochronników mocniejszych nie mogę wywalczyć od 3 miesięcy, a co dopiero serwis za który musieliby duzo zapłacić hehe.
clubber84 pisze:Nie ma takich standardowych wymiarów w całości - są na 835mm.
I zacznij używać tego wyższego stempla - z czasem okaże się, że będziesz mógł giąć więcej różnych detali, niż na pozostałych stemplach.
Faktycznie, chodziło mi o 835, pomyliłem się. Po za tym wszystkie narzędzia i tak z tego co wiem są kupowane od Amady. Ostatnio wywalczyłem nową V16 i V25 bo stara się wykruszyła (za grube detale na nich były gięte).
Dużego nie lubię używać, bo jest ciężki. Coś narobiłem w rękę i boli w nadgarstku jak podnoszę ale dowiem się co to jak zrobie prześwietlenie - ale to inny już temat.
clubber84 pisze:To matryce masz tylko pojedyncze?
Potrzebne Ci jeszcze będą matryce podwójne, dzięki którym będziesz mógł zaginać wąskie "zetki" lub inne detale o wąskim zakresie gięć.
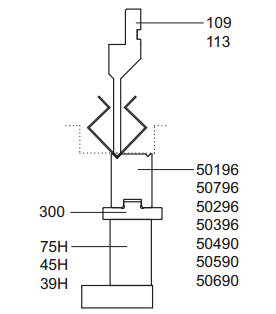
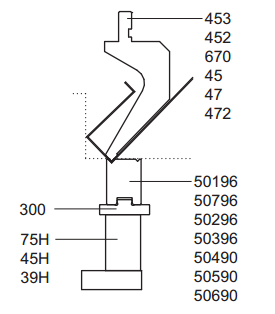
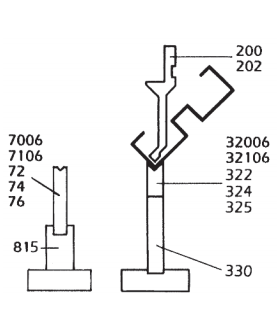
Znaczy to takie, że z jednej strony jest 25 a z drugiej 16. Tylko i tak pod każdą stronę muszę zerować - chyba. Chodzi mi o takie coś:

3 matryca od prawej. Ten wysoki stempel o którym mówiłem, to właśnie taki co przy tej matrycy pokazany jest.
O jaką wąską matryce chodzi do "zetek"?
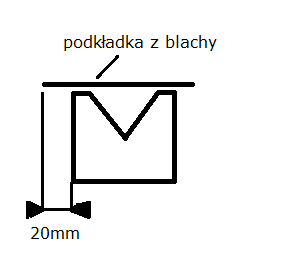
clubber84 pisze:To żeby otwór się nie rozciągał przy gięciu, na matrycę połóż blachę (1mm lub 1,5mm) i dopiero zaginaj - tylko musisz pamiętać o wprowadzeniu korekty na kącie gięcia (nie na długości X), bo inaczej Ci przegnie materiał:
- jeśli chodzi o korekty w kącie gięcia to ja z doświadczenia powiem Ci tak: trzeba dodać lub odjąć 1° na każde 0,05mm blachy
A o narzędzia się nie martw, każdy na początkach rozwalił narzędzie lub detal podczas gięcia - na błędach się człowiek uczy.
A jeśli chodzi o narzędzia, to proponuję zapoznać się z tą stroną: narzędzia specjalne oraz katalogiem (do pobrania na stronie) - myślę, że spodoba się koledze i będzie chciał giąć więcej różnorodnych detali na swojej maszynie.
Nie wiem czy dobrze zrozumiałem. Załóżmy, że mam tą blachę 6. Wcześniej robiłem detal na matrycy V40 ale wybaczało otwór. To gdybym zostawił tą matrycę i w miejscu otworu dał blachę 1mm i w programie zostawił grubość blachy 6 (choć ja bym pewnie wpisał, że ma już 7. Bo blacha 6+ten dołożony 1mm) + dodał 1 stopień (czyli -1 w programie:D) to powinno mniej lub w ogóle nie rozciągnąć otworu?
Z tymi korektami na tych maszynach to też jakoś dziwnie. Czasami wychodzi dobrze. Czasami brakuje 2 stopnie, wporwadze korekte 2 stopnie - to ta 1 sztuka będzie lekko przegięta ale reszta ok. A innym razem brakuje 2, wpisze do programu 2 i brakuje jeszcze 1. Wpisz ten jeszcze 1 czyli w sumie juz 3 i jeszcze 0,5 brakuje. Nie wiem czemu tak jest ale nie zawsze, podejrzewam, że to taka blacha bo kupują chyba najgorszą jaką się da.
Katalog z narzędziami fajny. 90% to ja jeszcze na oczy nie widziałem. Nie wiem, czy umiałbym je w ogóle zaprogramować i użyć w praktyce. Co prawda sam sobie programowałem stemple i matryce ale ich budowa była prosta:D Trzeba będzie namówić kogoś w pracy na kupienie jednej na próbę do czegoś:D
clubber84 pisze:To ja mogę tylko powiedzieć, że ten twój kolega to jest ch*j, a nie kolega.
Jeśli trafiasz pod opiekę starszego stażem kolegi, to on powinien przekazać Ci wiedzę taką, jaką on sam posiada (ale po kolei, nie wszystko naraz, bo nie ogarnąłbyś). W końcu takie dostał polecenie od kierownika lub majstra przyuczyć się do wykonywanych prac na maszynie oraz powinien przekazać ci podstawowe obowiązki w obsłudze maszyny, tj. okresowe przeglądy maszyny (raz na tydzień, na miesiąc, na kwartał, na rok).
To też nie jest tak, że on był dłużej niż ja. Ja już w tym zakładzie pracowałem 1,5 roku kiedy on przyszedł, z tą różnicą, że ja miałem tylko te 1,5 roku doświadczenia i to nie całe, bo przez 6 miesięcy zastępowałem chorego kolege na wiertarkach. No a ten kolega pracował już 6 lat na krawędziarkach.
Co do obsługi to wydrukowałem sobie taki plakacik z poszczególnymi osiami krawędziarki. Poniżej tabelka i wypisane co kiedy się czyści. Innym się przydało.
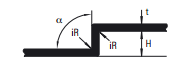
clubber84 pisze:To nazywa się gięcie skokowe lub krokowe i można je robić zwykłymi stemplami R1, R1,5, R2, R3...
Przeczytaj sobie ten wątek:
https://www.cnc.info.pl/to...cie-vt41771.htm
A stemplami o dużym promieniu (R10, R20, R36) gnie się grube blachy - od 5 do 10 - 12mm (czasami też i cienkie blachy - 1 do 3mm, jeśli takie wymagania ma mieć np. kątownik lub detal w tzw. rynnę), przy czym przy gięciu grubych blach już stosuje się smarowanie matrycy cienką warstwą oleju lub gięcie na taśmie teflonowej, aby uniknąć wgnieceń lub zadziorów po stronie rozciąganej.
Do stempli o dużym promieniu używa się matryc o minimalnym otwarciu trzykrotności promienia stempla, np. do stempla R10 (w zależności od grubości blachy) stosuje się matrycę V35 do V65.
Są też narzędzia o promieniu R200, R500, ale je stosuje się do dużych łuków (R1000, R1500).
O to mi chodziło. Gdzieś wyczytałem o krokowym gięciu tylko nie zapamiętałem nazwy, a gdzieś mi krążyło po głowie.
Piszesz, że grube blachy to już od 5 i gnie się stemplami ~R10<. Ja nawet 8 gnę stemplem 1,5, a wychodzi na to, że to źle. Tylko inaczej nie mogę bo nie mam stempli. Na rysunkach mam r6 czy r8 ale jak nie mam takich stempli to nic nie zrobię.
Mam nawet kawałek blachy 15mm co podginam na 60stopni, na matrycy 80 z stemplem 1,5 - i też jest źle jak dla mnie bo widzę jakie wgłębienie zostaje. No ale na spawalni pasuje w przyrząd i na kontroli jakości też wychodzi ok.
clubber84 pisze:Szkoleń jako takich na krawędziarki nie ma, jedynie u producentów lub ich przedstawicieli są szkolenia z obsługi maszyn (Trumpf i AMADA robią w Polsce szkolenia z obsługi i programowania, po których dostaje się certyfikat).
Co do zarobków, to jak na początki twojej kariery to podstawa jest dobra (jednak w innym temacie podajesz, że robisz też dużo innych rzeczy, więc podstawa jest zdecydowanie za mała).
Jeśli idzie zaś o pracowanie po 12h dziennie, tu już trochę nie halo (i co z tego, że premia, nadgodziny, itp.), taka praca na początkach wyniszcza i po dłuższym czasie człowiek się wypala i później nie nadaje się do niczego (ja w porę się obudziłem, bo inaczej zjadłaby mnie rutyna i nie byłbym dzisiaj tym, kim jestem i nie pisałbym tutaj na forum ).
Także dużo jeszcze praktykowania przed tobą i pamiętaj o samokształceniu - to podstawa w tej branży.
I powstrzymaj się od pracowania po 12h - na 99% jestem pewien, że przyzwyczaiłeś tym szefa lub kierownika i oni to wykorzystują z premedytacją (nie daj sobie wmówić, że jesteś młody to możesz harować) - na sam początek powiedz STOP koniec z sobotami, później coraz to bardziej skracaj tydzień pracy do 10h, potem do 8h dziennie - lepiej być świadomym pracownikiem, niż nieświadomym niewolnikiem.
Szkoda, że takich szkoleń nie robię, bo z tego co piszesz to ja widzę, że mam duże braki i mimo, że robię na krawędziarce to tak naprawdę nic nie wiem, a wydawało mi się inaczej - przynajmniej tak się czułem. Lubię jak robię mieć wszystko ładnie porobione według rysunku - a jak się nie da, to zrobić tak by dalej pasowało jak trzeba.
Wcześniej jak zaczynałem prace miałem podejście, że jak chcą byle jak to tak zrobię. Jak pobiegałem po różnych stanowiskach i trafiały mi się detale gięte, to widziałem co jak pasuje. Monterom np coś tam pasowało mimo, że lekko naciągnąć trzeba było. Po przygodzie z montażem dużą część detali poprawiłem tak by nie musieli już nic naciągać. Z niektórymi nie dałem rady.
Z zarobkami wyżej i tak nie wejdę, bo jak się pytałem czy dostanę podwyżkę to tylko mnie wyśmieli. Powiedzieli, żebym się cieszył, że i tak tyle mam. Jak się nie podoba to do widzenia.
Pracowałem po 12h bo chcę uzbierać na mieszkanie i zamieszkać sam. Nie bardzo chce mi się mieszkać z rodzicami i rodzeństwem (5 osób na 35m2). Poprzedni rok miałem bez ani jednego dnia urlopu (tylko niedziele wolne).
Mój kierownik jakimś sadystą to nie jest, co prawda dużo nie zarabiam względem innych co mniej pracują ale idzie się z nim ugadać. Na początku roku 2014 jak na razie zabronił mi robić nadgodzin, mam wypocząć bo jakaś nowa produkcja wchodzi i będę potrzebny, a że jeszcze niemiecki jako tako znam to dla nich jeszcze lepiej.
Problem będzie tylko z praktyką bo w tym tygodniu znowu wylądowałem na montażu. Denerwuje mnie czasami takie ganianie

Jeszcze takie pytanie, masz jeszcze takie podobne strony lub znasz jakieś dobre książki w których mogę znaleźć materiały do nauki? Ja poszukam w swoich od mechaniki ale z tego co pamiętam jedyne co z tego działu to miałem belki na skręcanie, zginanie itp
Przepraszam, że takie długie i dziękuje.