Strona 1 z 1
Gwintowanie sinumerik 840d
: 30 wrz 2016, 21:29
autor: pawel91
witam . pytanie dotyczy gwintowania otworow na centrum frezarskim ze sterowaniem sinumerik 840d . od pewnego czasu sporadycznie mam problem z gwintowaniem , gwintownik wjezdza ale przy wyjezdzie wyskakuje blad .. czy to jest spowodowane ? cos mi sie kojazy ze z wrzecionem ( smyka sie na pasku ? )
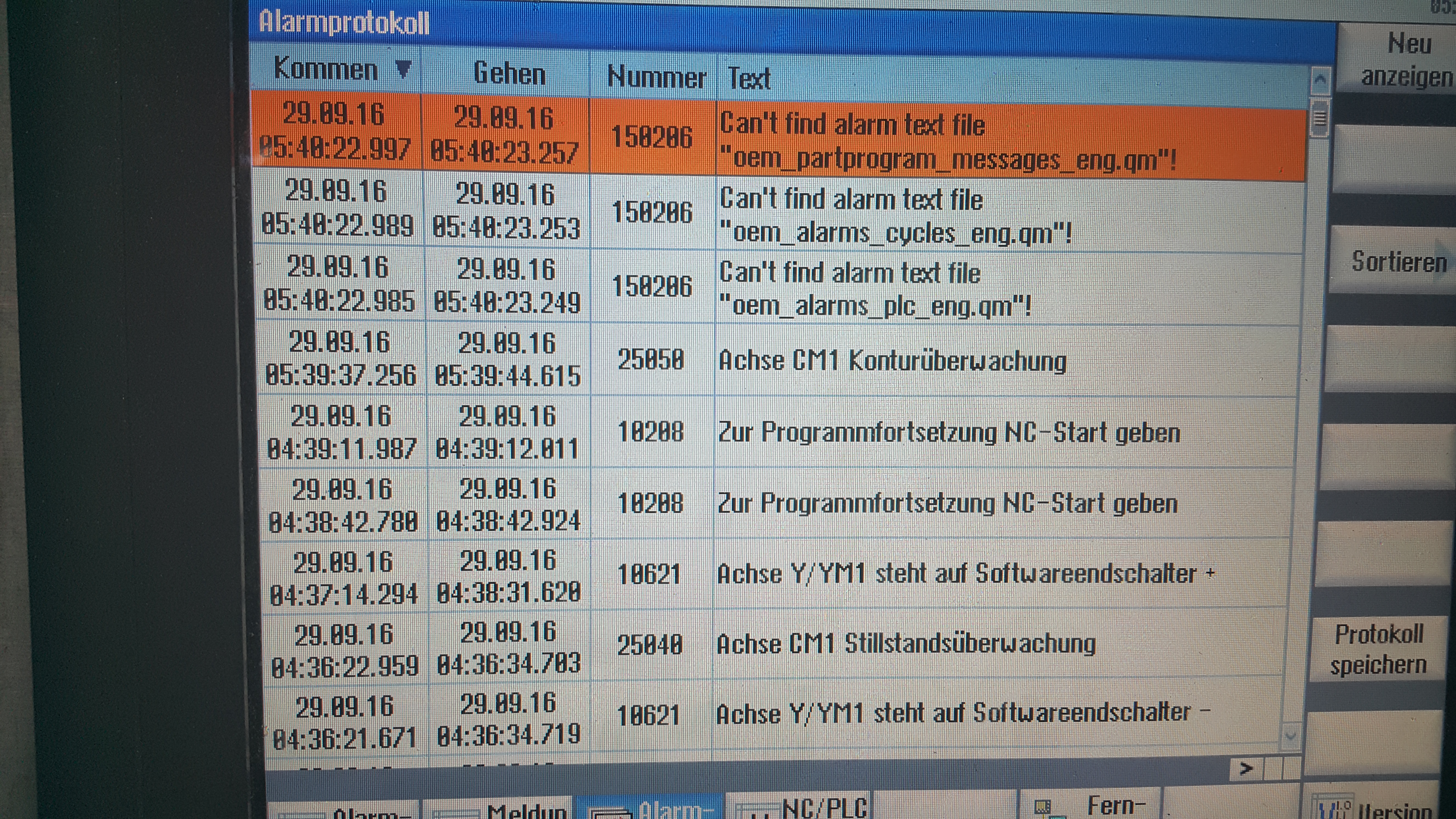
konkretnie ten błąd " achse cm1 konturuberwachung "
: 30 wrz 2016, 21:41
autor: rafalxfiles
No to oznacza że z czymś maszyna nie trafia.. może być wrzeciono ale i może być też luz na osi..
: 30 wrz 2016, 21:44
autor: pawel91
rafalxfiles pisze:No to oznacza że z czymś maszyna nie trafia.. może być wrzeciono ale i może być też luz na osi..
luz na osi Z ? bo ostatnio zauwazylem gdy maszyna stoi przy wymianie sztuki i zaczyna program i jest ten 1 zjazd maszyny w osi Z do materialu to jest takie jakby uderzenie,szarpniecie ( bledu itp nic nie ma maszyna jedzie ) .. ps . jesli chodzi o trafianie to ona gwintuje otwor stoi 1 s zadana w programie i przy wyjezdzie jak tylko wlaczy lewe obroty wyjazdu odrazu blad ..
: 01 paź 2016, 20:26
autor: Arias2
Sprawdź na mniejszych obrotach tak do 50, jeśli pójdzie może być problem z enkoderem (chyba tak to się nazywa, chodzi o ustrojstwo odpowiedzialne za sprawdzanie położenia wrzeciona). Jak by był luz to przy innych operacjach też by wyrzucało błąd lub by występowały drgania przy przejazdach danej osi.
: 01 paź 2016, 21:34
autor: pawel91
jeszcze z rok temu gwintowanie bylo na obrotach 300-500 ale aktualnie na takich obrotach za kazdym razem staje

Dobra sprobuje na 50 . a jeszcze takie pytanie czy stezenie chlodziwa ma wplyw na gwint ? w sensie ze moze poprzez zbyt niski poziom oleju zrywac gwinty ?