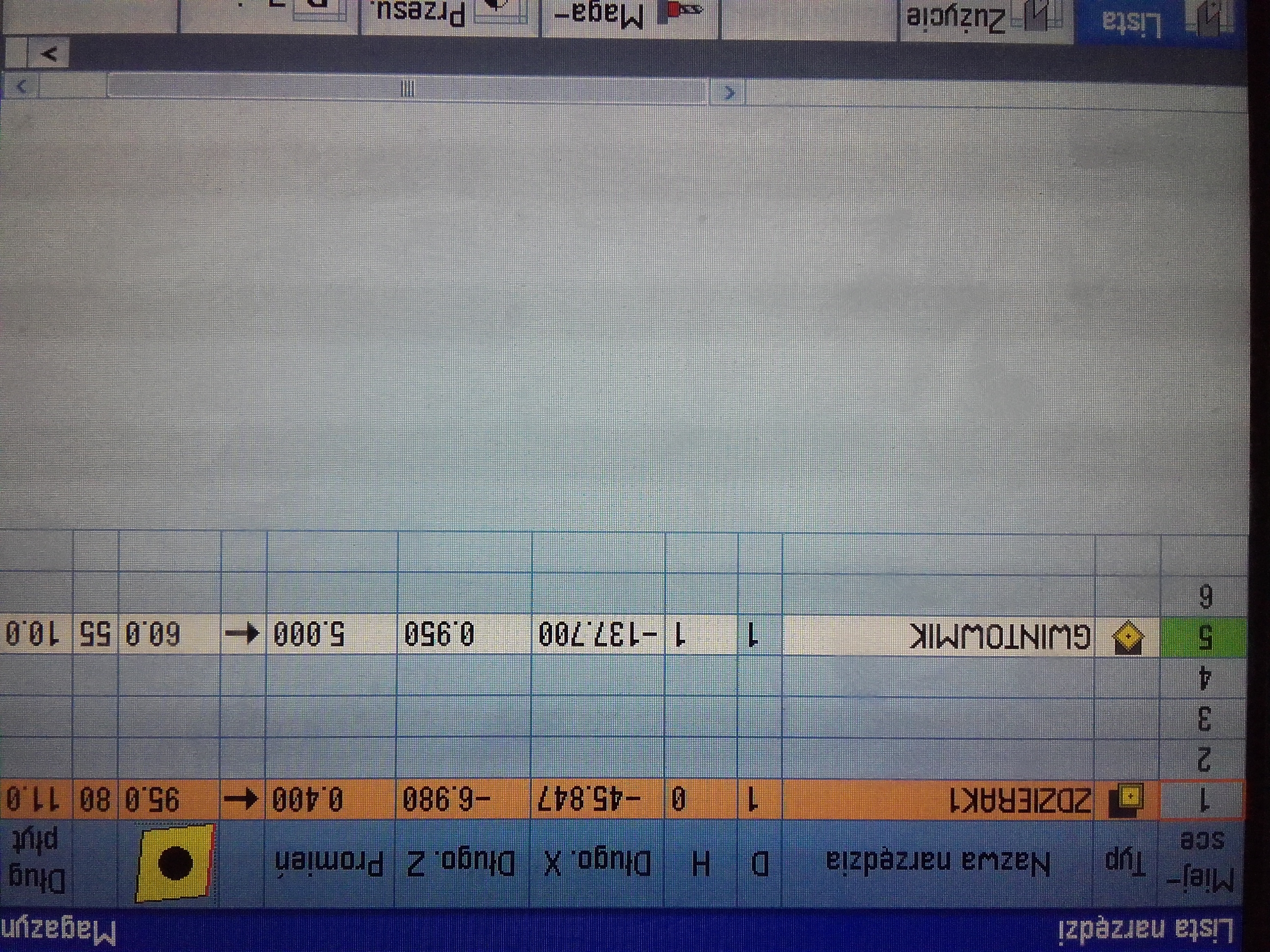
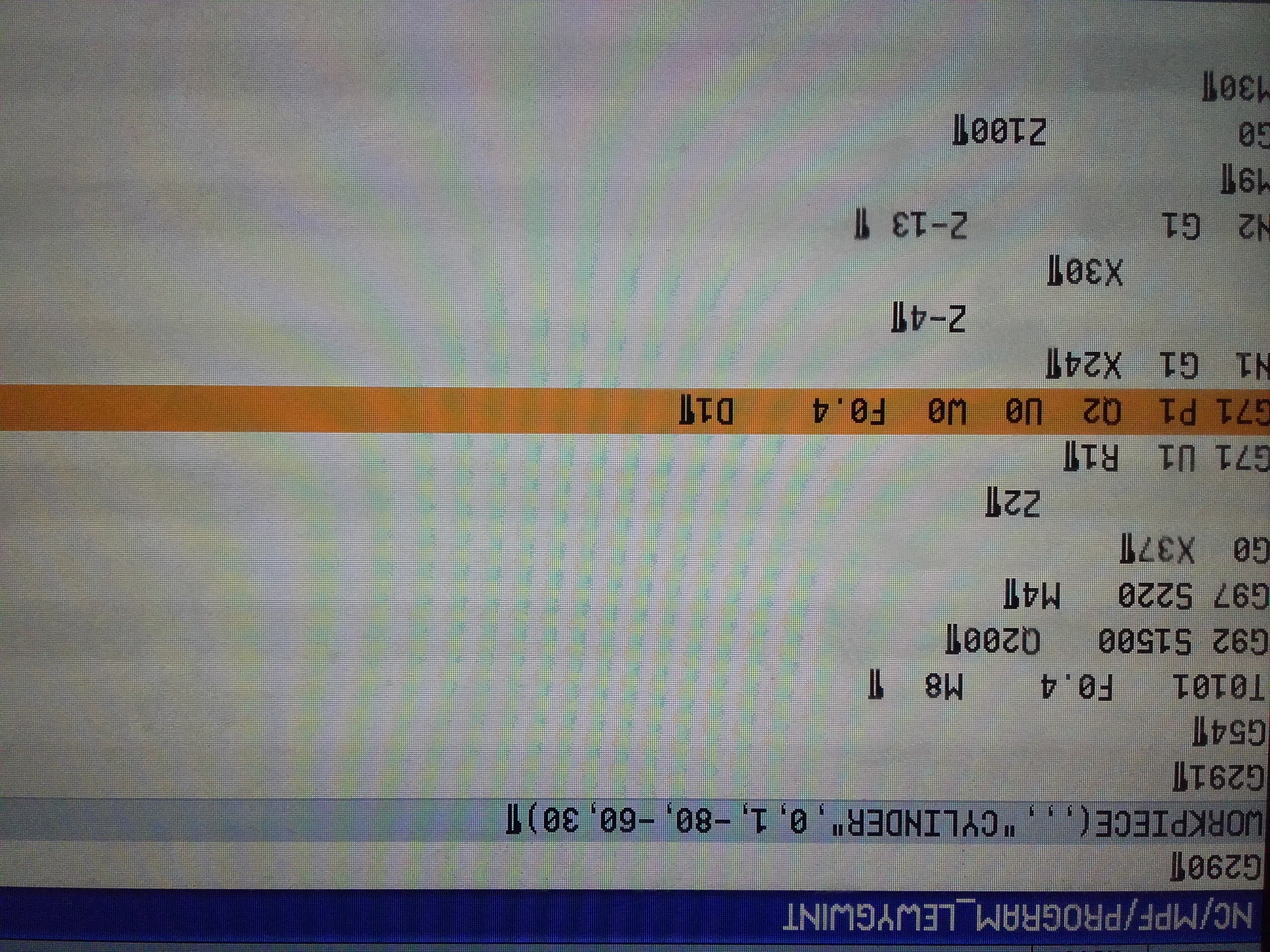
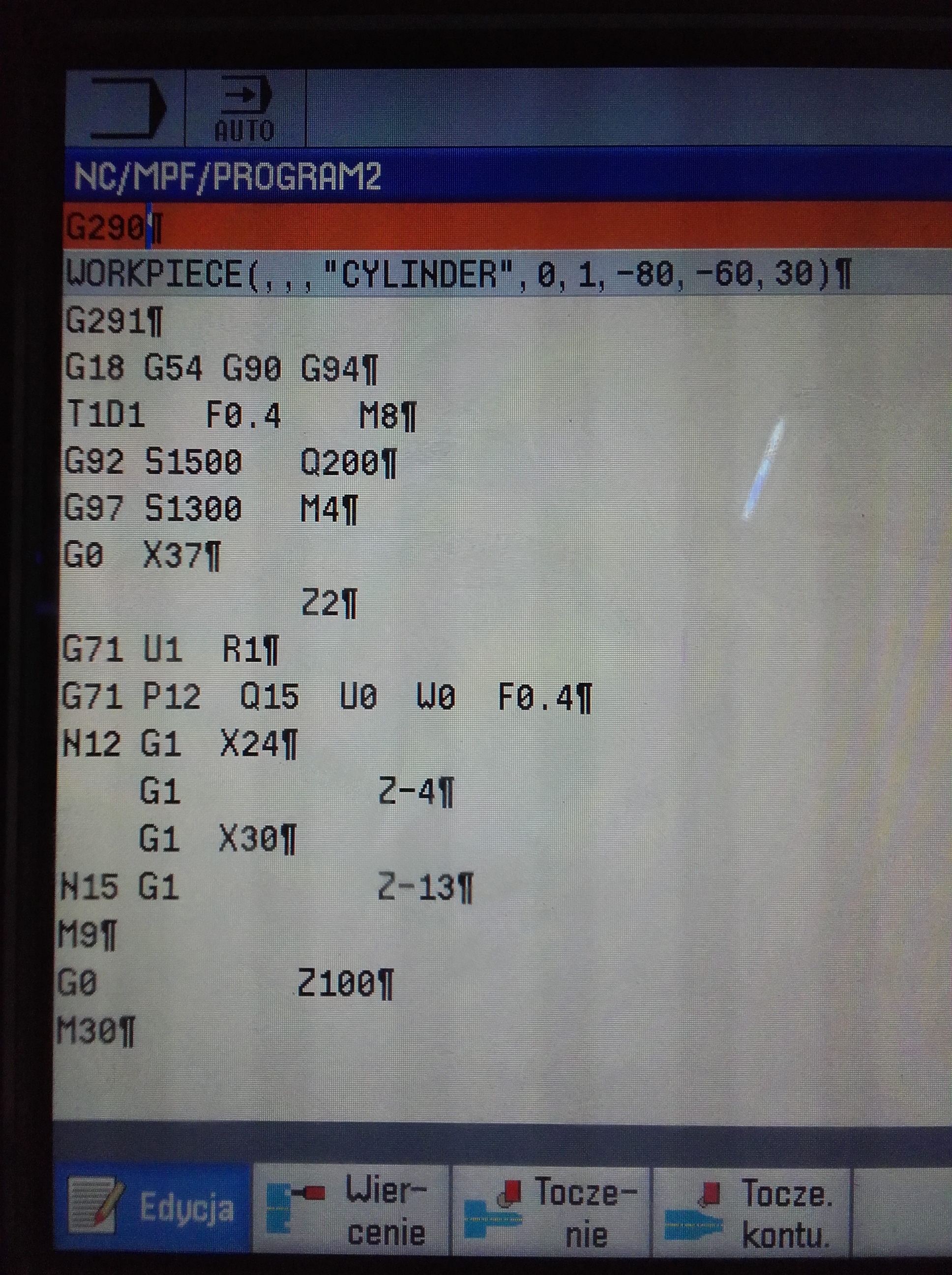
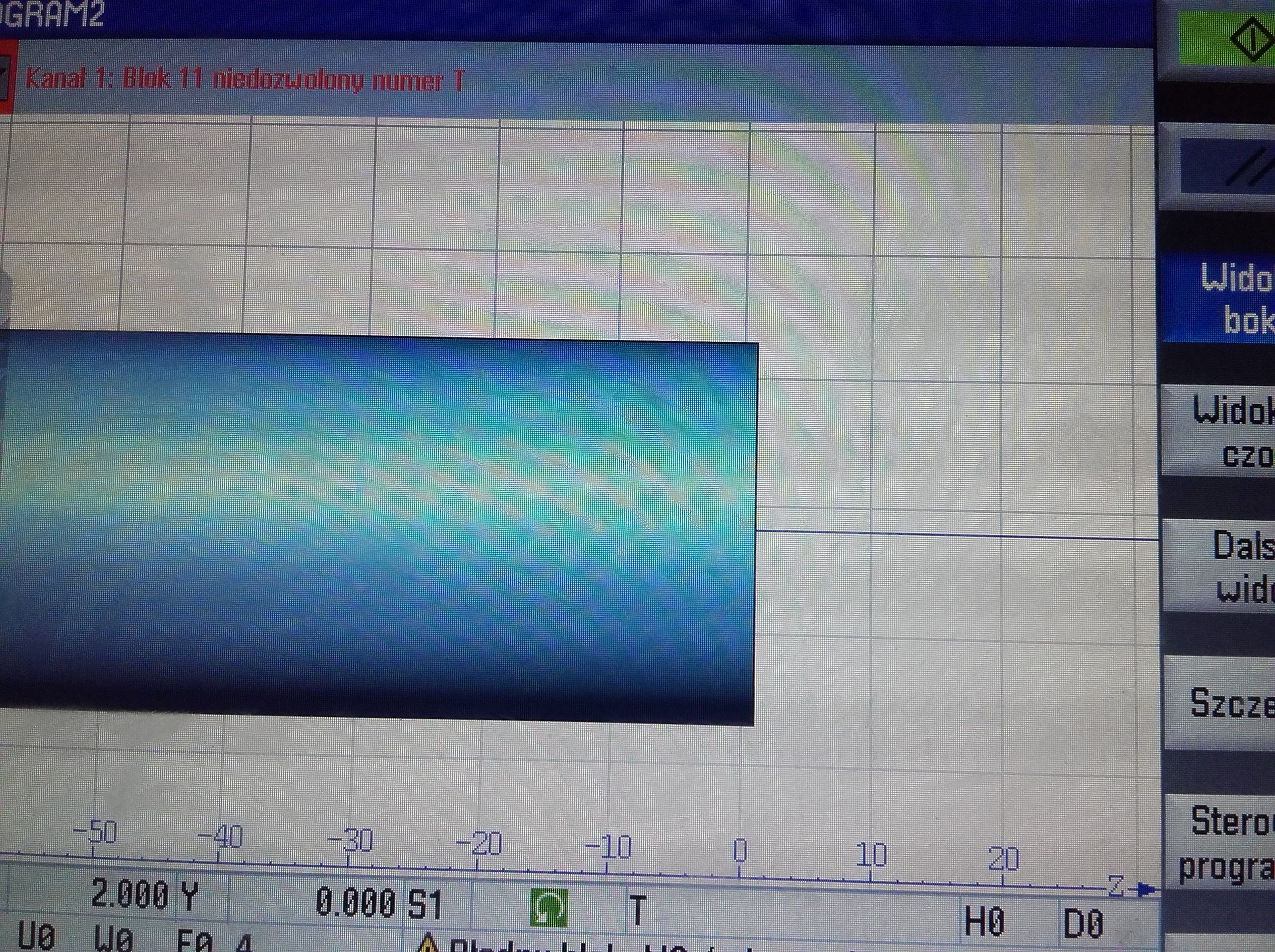
Napisałem ostatnio program na Sinumeriku 828d w standardowym rozszerzeniu MPF w kodach ISO (z wykorzystaniem G290 i G291). Miał on toczyć wałek o średnicy fi 36 po konturze fi 35, fi 33 i fi 30 przy wykorzystaniu cyklu G71. Wprowadzony punkt zerowy obróbki przedmiotu, pomiar narzędzia przeprowadzony, samo ono wywołujące się dobrze na zwykłych poleceniach, lecz przy okazji użycia owego cyklu, pokazują się błędy różne w zależności od zapisu narzędzia w linijce definicji cyklu. Dla uproszczenia umieszczam zdjęcie programu. Wpisywanie w program M6 w różnych konfiguracjach z D oraz H nie pomaga. Cóż może być grane, wie ktoś dobry?


")