Strona 1 z 1
Sinumerik 810T problem z osia Y
: 05 mar 2015, 21:41
autor: Billyk42
Witam.
Posiadam frezarkę ze sterowaniem Sinumerik 810 T, długość stołu roboczego to 3200mm. Po włączeniu maszyny lecz przez zerowaniem można swobodnie pojechać na JOG maszyną po całej długości stołu. (od krańcówki do krańcówki). Lecz po zerowaniu maszyna jedzie tylko na 3000,50 mm i pojawia się błąd że już jest poza zakresem gdzie do krańcówki jest jeszcze 200mm. W związku z tym że muszę wyciąć element o długości 3100mm proszę o poradę kolegów, czy ktoś miał taki problem lub wie jak sobie z tym poradzić?
Pozdrawiam
: 05 mar 2015, 22:11
autor: BIP_labaz
Witam
Sprawdź wartość limit switch.
Jeśli nie masz więcej osi X to wartość SW+ w MD2241 a SW- w MD2281.
Pamiętaj że są to nastawy serwisowe więc ich zmiana na wartości zbyt duże może skutkować uszkodzeniem maszyny.
Pozdrawiam
: 06 mar 2015, 09:55
autor: Billyk42
Witam.
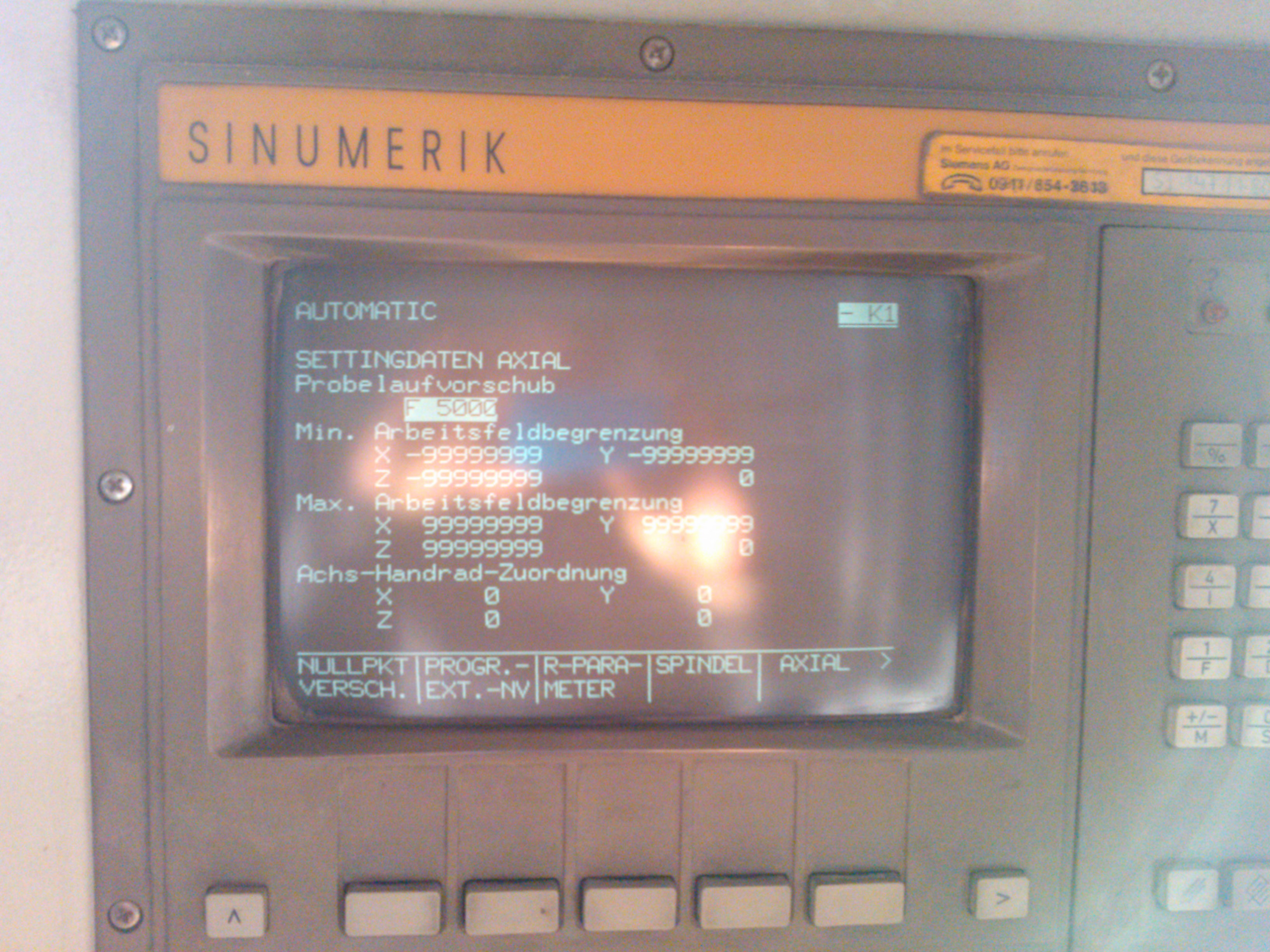
Chodzi o te wartości.?
ponieważ na tym widać że są ustawione na na 99999999
: 11 mar 2015, 14:06
autor: Billyk42
post pod postem ale niestety nie doszedłem do tego jak rozwiązać problem z wartością osi Y. Może jakaś podpowiedz jak wejść w ustawienia limit switch
: 14 mar 2015, 22:32
autor: zbiggr
Witam, aby zmienić zakres ruchu w osi "X" na maszynie HP5 z Sinumerikiem 810M zrobiłbym tak:
1. DIAGNOSIS
2. w prawo
3. NC COMM
4. AXIAL DATA
5. N2280 - tutaj jest podana max. wartość w "X".
Jeśli na Twojej maszynie jest podobnie to jest tam wpisane 3000500,
jeśli nie to trzeba odszukać blok z taką wartością.
Zmiana na np. 3100000 spowoduje, że zakres w "X" zwiększy się do 3100 mm.
Być może potrzebne będzie ponowne uruchomienie maszyny.
: 15 mar 2015, 20:00
autor: Arias2
A może zwyczajnie wystarczy przesunąć punkt zerowy, gdzie X-3000.50 i X+199.5
cały zakres to 3200 ale zero jest nie na początku lecz przesunięte. Ja mam na maszynie całkowity przejazd X=1257.00 gdzie na plus jest X+26.4 a reszta jest na minus
: 15 mar 2015, 20:10
autor: bartuss1
810 t był w tokarkach szeroko stosowany
wystarczy parametry sprawdzic w instrukcji obsługi - jesli cos oszukuje wtedy nalezy wprowadzic nowe koordynaty jazdy na home
: 16 mar 2015, 13:32
autor: Billyk42
zbiggr pisze:Witam, aby zmienić zakres ruchu w osi "X" na maszynie HP5 z Sinumerikiem 810M zrobiłbym tak:
.........
Wielkie dzięki, dokładnie tak jak napisałeś.