Dziwne skutki włączenia kompensacji promienia noża
: 16 paź 2014, 02:06
Dotyczy S3, ale pewnie w nowszych jest podobnie.
Może ktoś wie o co chodzi, w manualu nie znalazłem wyjaśnienia.
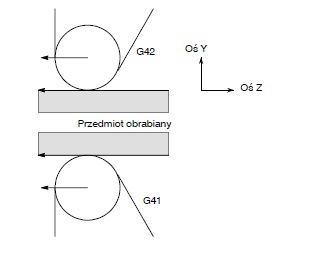
Otóż dotychczas nie używałem kompensacji G41 G42, ponieważ nie miałem potrzeby. Ale jako że ostatnio miałem do wytoczenia fikuśny kształt i chciałem opędzić obróbkę końcowa jednym nożem z płytka o promieniu 1, zaszłą potrzeba użycia tych komend.
Przeczytałem w manualu jak to należy zrobić i na co uważać i napisałem program. A raczej dopisałem co trzeba do programu opisującego trajektorię, stworzonego wcześniej.
Jakie było moje zdziwienie, kiedy maszyna zaczęła wykonywać rzeczy dla mnie zupełnie niezrozumiałe.
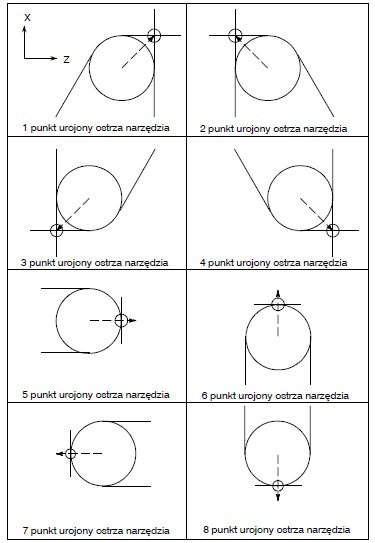
Powinna nastąpić korekta promienia. Ewentualnie przesunięcia noża po zmianie korekty. Tymczasem każdy posuw kończył się dodatkowymi ruchami noża, dodanymi przez maszynę. Ciężko jednoznacznie to określić ale wydaje mi się, że nóż wykonał dodatkowe ruchy w celu powiększenia przestrzeni wokół punktu pomiarowego P o promień B. Czyli nie skompensował promienia a zasymulował powiększenie narzędzia o promień. Tak więc jeśli dojechałem nożem do punktu 10. 5., to nóż o promieniu B1. spowodował wybranie materiału do rozmiaru 9. 4.
Nie sądzę, że jest to jakiś błąd w oprogramowaniu. To masowy komercyjny produkt, używany na całym świecie. Z epoki kiedy jeszcze programy były dopracowywane przed sprzedażą. Sadzę że to jakieś (błędne?) ustawienie któregoś parametrów w danych maszynowych.
Czy ktoś się z tym spotkał? Oczywiście można sobie z tym problemem łatwo poradzić, używając gotowych obliczeń z zewnętrznego cama i nie stosując w ogóle G41, G42. Ale przy pisaniu z palca będzie problem, poza tym trzeba stosować wówczas oddzielne dane narzędzi dla cam i dla pisania z palca, co jest mało praktyczne.
Może ktoś wie o co chodzi, w manualu nie znalazłem wyjaśnienia.
Otóż dotychczas nie używałem kompensacji G41 G42, ponieważ nie miałem potrzeby. Ale jako że ostatnio miałem do wytoczenia fikuśny kształt i chciałem opędzić obróbkę końcowa jednym nożem z płytka o promieniu 1, zaszłą potrzeba użycia tych komend.
Przeczytałem w manualu jak to należy zrobić i na co uważać i napisałem program. A raczej dopisałem co trzeba do programu opisującego trajektorię, stworzonego wcześniej.
Jakie było moje zdziwienie, kiedy maszyna zaczęła wykonywać rzeczy dla mnie zupełnie niezrozumiałe.
Powinna nastąpić korekta promienia. Ewentualnie przesunięcia noża po zmianie korekty. Tymczasem każdy posuw kończył się dodatkowymi ruchami noża, dodanymi przez maszynę. Ciężko jednoznacznie to określić ale wydaje mi się, że nóż wykonał dodatkowe ruchy w celu powiększenia przestrzeni wokół punktu pomiarowego P o promień B. Czyli nie skompensował promienia a zasymulował powiększenie narzędzia o promień. Tak więc jeśli dojechałem nożem do punktu 10. 5., to nóż o promieniu B1. spowodował wybranie materiału do rozmiaru 9. 4.
Nie sądzę, że jest to jakiś błąd w oprogramowaniu. To masowy komercyjny produkt, używany na całym świecie. Z epoki kiedy jeszcze programy były dopracowywane przed sprzedażą. Sadzę że to jakieś (błędne?) ustawienie któregoś parametrów w danych maszynowych.
Czy ktoś się z tym spotkał? Oczywiście można sobie z tym problemem łatwo poradzić, używając gotowych obliczeń z zewnętrznego cama i nie stosując w ogóle G41, G42. Ale przy pisaniu z palca będzie problem, poza tym trzeba stosować wówczas oddzielne dane narzędzi dla cam i dla pisania z palca, co jest mało praktyczne.