Strona 1 z 3
SINUMERIK 828D Pytanie
: 30 sty 2014, 22:31
autor: ArturMAZAK
Witam,
od niedawna jestem posiadaczem frezarki harnaś, na sinumeriku 828d.
Panowie, doradźcie jaki postprocesor bedzie odpowiedni do tego sterowania, posiadam do sinumerika 802a i 840D, czy po na którymś z tych postprocków maszyna bedzie działać?
Czy któryś z kolegów, mógłby udostępnić mi jakąś instrukcję programowania do tego sterowania ale bez shopmilla, bedę wdzięczny.
Pozdrawiam
: 01 lut 2014, 21:55
autor: ArturMAZAK
PAnowie naprawde nikt nie chce sie podzielić informacjami?
to może pytanie troche z innej beczki, w jaki sposób w w/w maszynie zmniejszyć szybkie posuwy, jest jedno pokrętło ale służy ono również do zwalniania posuwu...
: 01 lut 2014, 22:55
autor: malpa500000
szybkie posuwy zmiejszasz w plc ale nie pamietam odp linijki szkoda że to sterowanie nie ma fmax tak jak hh a jezeli chodzi o programowanie to bardzo podobnie jak w 840
: 02 lut 2014, 12:25
autor: janale
Witam,
w jaki sposób w w/w maszynie zmniejszyć szybkie posuwy pisze:
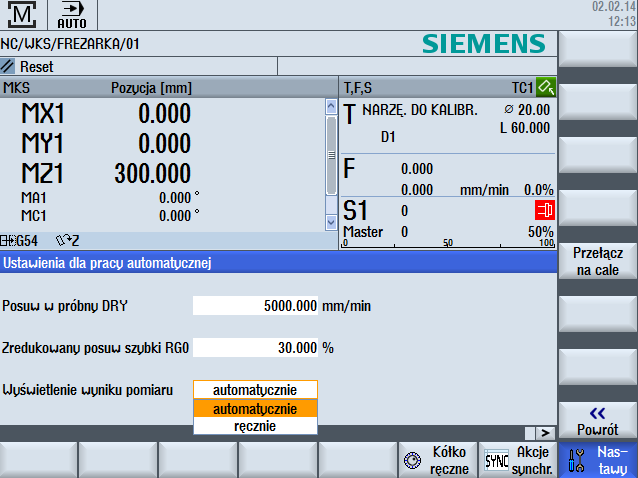
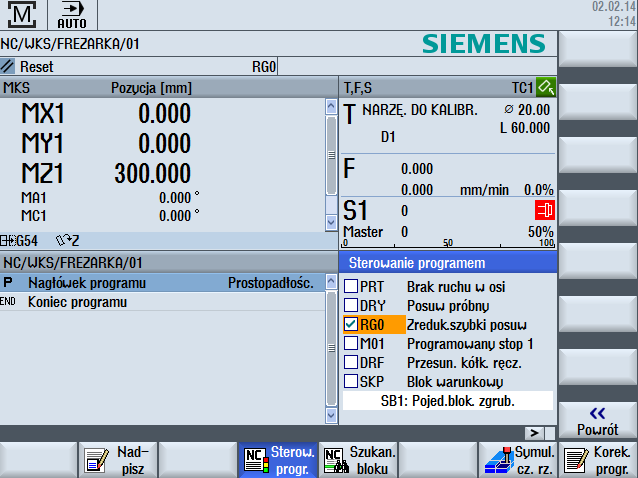
Posuw szybki można zmieniać poprzez nastawę w % przyciskiem NASTAWY, a następnie przy wykonaniu przedmiotu obrabianego w oknie "Sterowanie programem" należy zaznaczyć RG0. W tym przykładzie redukcja posuwu wynosi 30%
Pozdrawiam
: 02 lut 2014, 13:00
autor: malpa500000
oj nie wiedziałem że tak można wielkie dzięki kolego! powiedz kolego czy jak w ruchach recznych bede jechał na przyspieszonym to tez mi zdredukuje?
: 02 lut 2014, 13:59
autor: janale
Witam,
Redukcja posuwu, jak to wynika chociażby z załączonych ekranów, dotyczy wykonania programu, nie działa przy symulacji ani na jog-u, za wyjątkiem Position (Pozycji) i innych instrukcji ruchowych, które uruchamiane są przez przycisk CYCLE START. To jednak zależy od wersji systemu sterowania i danych maszynowych czy ustawczych, a także interface z PLM (mogą być inne nastawy). Ręczne przesunięcia mogą być redukowane przez potencjometr nastawy posuwu (o ile posuw szybki jest zaimplementowany na potencjometrze) lub wpisywane jako liczby w danych maszynowych. Tu jednak uwaga, zmian bezpośrednio w danych maszynowych może dokonać jedynie osoba autoryzowana. W innym przypadku może dojść do kolizji na wskutek nieświadomej zmiany.
Pozdrawiam
: 02 lut 2014, 16:25
autor: ArturMAZAK
Dzieki wielkie,
Jutro bede próbował;-)
aha, jezcze jedno jak dokladnie działa DRY?
: 02 lut 2014, 19:23
autor: janale
Posuw DRY, opcjonalnie włączany w nastawach.
Ustawienie posuwu w polu DRY wpływa na prędkości ruchów, które są zaprogramowane z G1, G2, G3, CIP i CT. Wówczas są zastępowane przez ustalony (widoczne jest to na ekranie nr 1) posuw próbny, w tym przykładzie wynosi on 5000 mm/min. Wartość posuwu w pracy próbnej obowiązuje również w miejscu zaprogramowanego posuwu na obrót. Ale uwaga: Przy aktywnym "Posuwie próbnym" nie może być obróbki, ponieważ w wyniku zmienionych wartości posuwu mogłyby zostać przekroczone prędkości skrawania narzędzi lub mógłby zostać zniszczony obrabiany przedmiot czy obrabiarka.
Pozdrawiam
: 04 lut 2014, 17:15
autor: ArturMAZAK
Mam jeszcze takie pytanie,
Po wygenerowaniu programu w Camie i przeslaniu na mszyne wychodzi cos takiego, zamiast promieni widac zabki takie...

: 05 lut 2014, 07:33
autor: janale
Witam,
proszę się zwrócić do producenta CAM-A
Pozdrawiam