



Witam,
od niedawna jestem posiadaczem frezarki harnaś, na sinumeriku 828d.
Panowie, doradźcie jaki postprocesor bedzie odpowiedni do tego sterowania, posiadam do sinumerika 802a i 840D, czy po na którymś z tych postprocków maszyna bedzie działać?
Czy któryś z kolegów, mógłby udostępnić mi jakąś instrukcję programowania do tego sterowania ale bez shopmilla, bedę wdzięczny.
Pozdrawiam
SINUMERIK 828D Pytanie
-
 ArturMAZAK
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 9
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów


-
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów
-
malpa500000
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 483
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
-
 janale
janale
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 101
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Witam,
Pozdrawiam
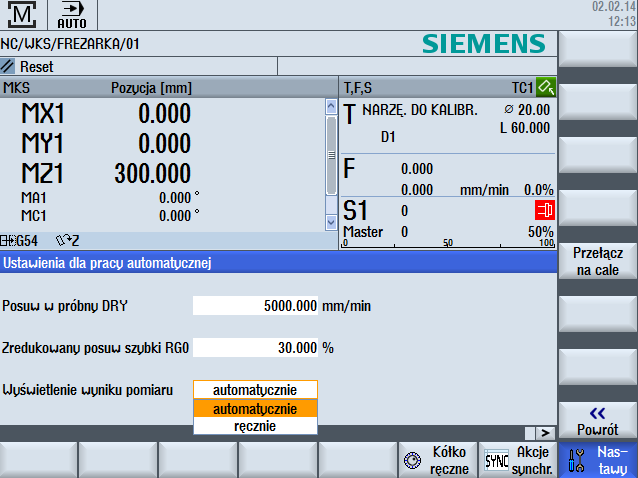
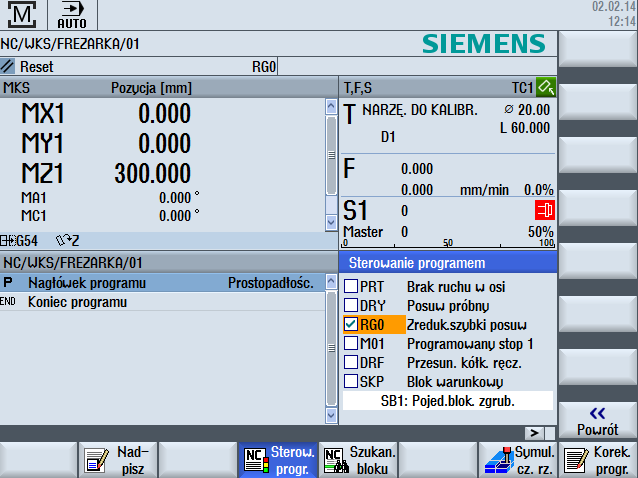
Posuw szybki można zmieniać poprzez nastawę w % przyciskiem NASTAWY, a następnie przy wykonaniu przedmiotu obrabianego w oknie "Sterowanie programem" należy zaznaczyć RG0. W tym przykładzie redukcja posuwu wynosi 30%w jaki sposób w w/w maszynie zmniejszyć szybkie posuwy pisze:
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate
-
malpa500000
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 483
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
-
janale
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 101
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Witam,
Redukcja posuwu, jak to wynika chociażby z załączonych ekranów, dotyczy wykonania programu, nie działa przy symulacji ani na jog-u, za wyjątkiem Position (Pozycji) i innych instrukcji ruchowych, które uruchamiane są przez przycisk CYCLE START. To jednak zależy od wersji systemu sterowania i danych maszynowych czy ustawczych, a także interface z PLM (mogą być inne nastawy). Ręczne przesunięcia mogą być redukowane przez potencjometr nastawy posuwu (o ile posuw szybki jest zaimplementowany na potencjometrze) lub wpisywane jako liczby w danych maszynowych. Tu jednak uwaga, zmian bezpośrednio w danych maszynowych może dokonać jedynie osoba autoryzowana. W innym przypadku może dojść do kolizji na wskutek nieświadomej zmiany.
Pozdrawiam
Redukcja posuwu, jak to wynika chociażby z załączonych ekranów, dotyczy wykonania programu, nie działa przy symulacji ani na jog-u, za wyjątkiem Position (Pozycji) i innych instrukcji ruchowych, które uruchamiane są przez przycisk CYCLE START. To jednak zależy od wersji systemu sterowania i danych maszynowych czy ustawczych, a także interface z PLM (mogą być inne nastawy). Ręczne przesunięcia mogą być redukowane przez potencjometr nastawy posuwu (o ile posuw szybki jest zaimplementowany na potencjometrze) lub wpisywane jako liczby w danych maszynowych. Tu jednak uwaga, zmian bezpośrednio w danych maszynowych może dokonać jedynie osoba autoryzowana. W innym przypadku może dojść do kolizji na wskutek nieświadomej zmiany.
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate
-
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów
-
janale
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 101
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Posuw DRY, opcjonalnie włączany w nastawach.
Ustawienie posuwu w polu DRY wpływa na prędkości ruchów, które są zaprogramowane z G1, G2, G3, CIP i CT. Wówczas są zastępowane przez ustalony (widoczne jest to na ekranie nr 1) posuw próbny, w tym przykładzie wynosi on 5000 mm/min. Wartość posuwu w pracy próbnej obowiązuje również w miejscu zaprogramowanego posuwu na obrót. Ale uwaga: Przy aktywnym "Posuwie próbnym" nie może być obróbki, ponieważ w wyniku zmienionych wartości posuwu mogłyby zostać przekroczone prędkości skrawania narzędzi lub mógłby zostać zniszczony obrabiany przedmiot czy obrabiarka.
Pozdrawiam
Ustawienie posuwu w polu DRY wpływa na prędkości ruchów, które są zaprogramowane z G1, G2, G3, CIP i CT. Wówczas są zastępowane przez ustalony (widoczne jest to na ekranie nr 1) posuw próbny, w tym przykładzie wynosi on 5000 mm/min. Wartość posuwu w pracy próbnej obowiązuje również w miejscu zaprogramowanego posuwu na obrót. Ale uwaga: Przy aktywnym "Posuwie próbnym" nie może być obróbki, ponieważ w wyniku zmienionych wartości posuwu mogłyby zostać przekroczone prędkości skrawania narzędzi lub mógłby zostać zniszczony obrabiany przedmiot czy obrabiarka.
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate
-
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów







