Sinumerik 828D
: 16 kwie 2013, 13:54
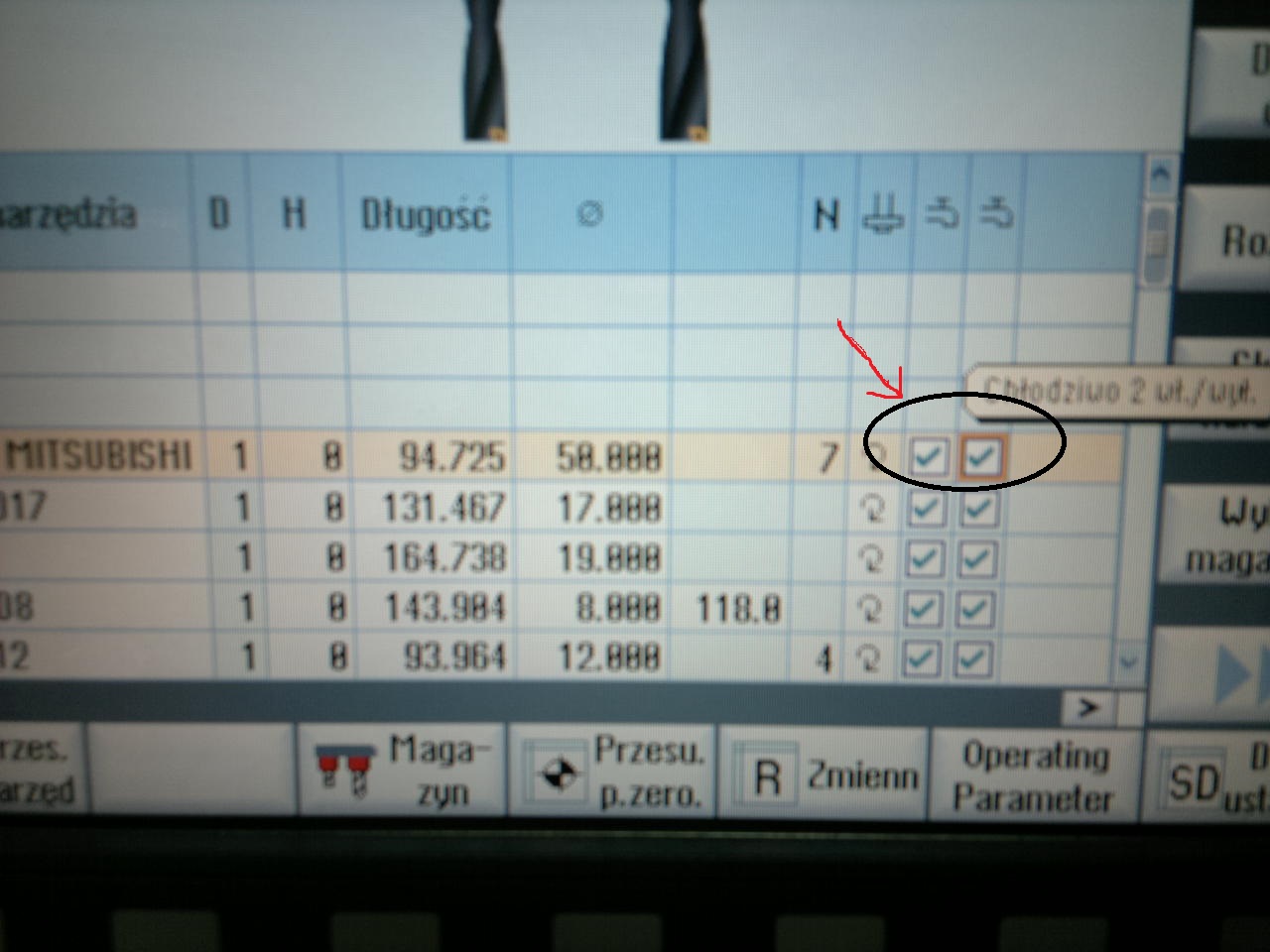
Gdzie zmienię kod M7 na M50 ? w parametrach ????
Obsługa, Programowanie i Budowa Maszyn Numerycznych
https://www.cnc.info.pl/
Wiem .....artur235 pisze:Takie rzeczy to chyba producent może robić.
Kod: Zaznacz cały
/LINIJKA/16149/PLIKU*.ARC/ ;------------------------------------------------------------------------------
N3010 WZ_Kennungen = $TC_DP25[WZ_VORWAHL,1]
N3015 IF (WZ_Kennungen B_AND 'B100000000000' == 'B100000000000')
N3020 M7
N3025 ELSE
N3030 IF (WZ_Kennungen B_AND 'B10' == 'B10')
N3035 M26
N3040 ENDIF
N3045 ENDIF
N3050 IF (WZ_Kennungen B_AND 'B10000000000' == 'B10000000000')
N3055 M8
N3060 ELSE
N3065 IF (WZ_Kennungen B_AND 'B1' == 'B1')
N3070 M25
N3075 ENDIF
N3080 ENDIF
/LINIJKA/16165/PLIKU*.ARC/ ;-------------------------------------------------------------------------------------------Tu nie chodzi o konkretną wartość (1024) tylko o dany bit (Binary_AND), warunek będzie prawdziwy dla wszystkich liczb mających ten bit (nr10) równy 1.djronin pisze:warunek będzie w 2 przypadku spełniony gdy zmienna "WZ_Kennungen"
oraz liczba 'B10000000000' (DEC 1024) BĘDZIE RÓWNA LICZBIE 'B10000000000' (DEC 1024)
W podprogramach może jest ale czy w programie PLC jest kod sterujący którymś z wyjść.djronin pisze:Powiem więcj skoro w plikach maszyny jest uwzględniona funkcja M7