



Sinumerik 828D


-
 DRAGOO
DRAGOO
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 5
- Posty: 168
- Rejestracja: 17 wrz 2012, 08:59
- Lokalizacja: POLSKA
Wiem .....artur235 pisze:Takie rzeczy to chyba producent może robić.
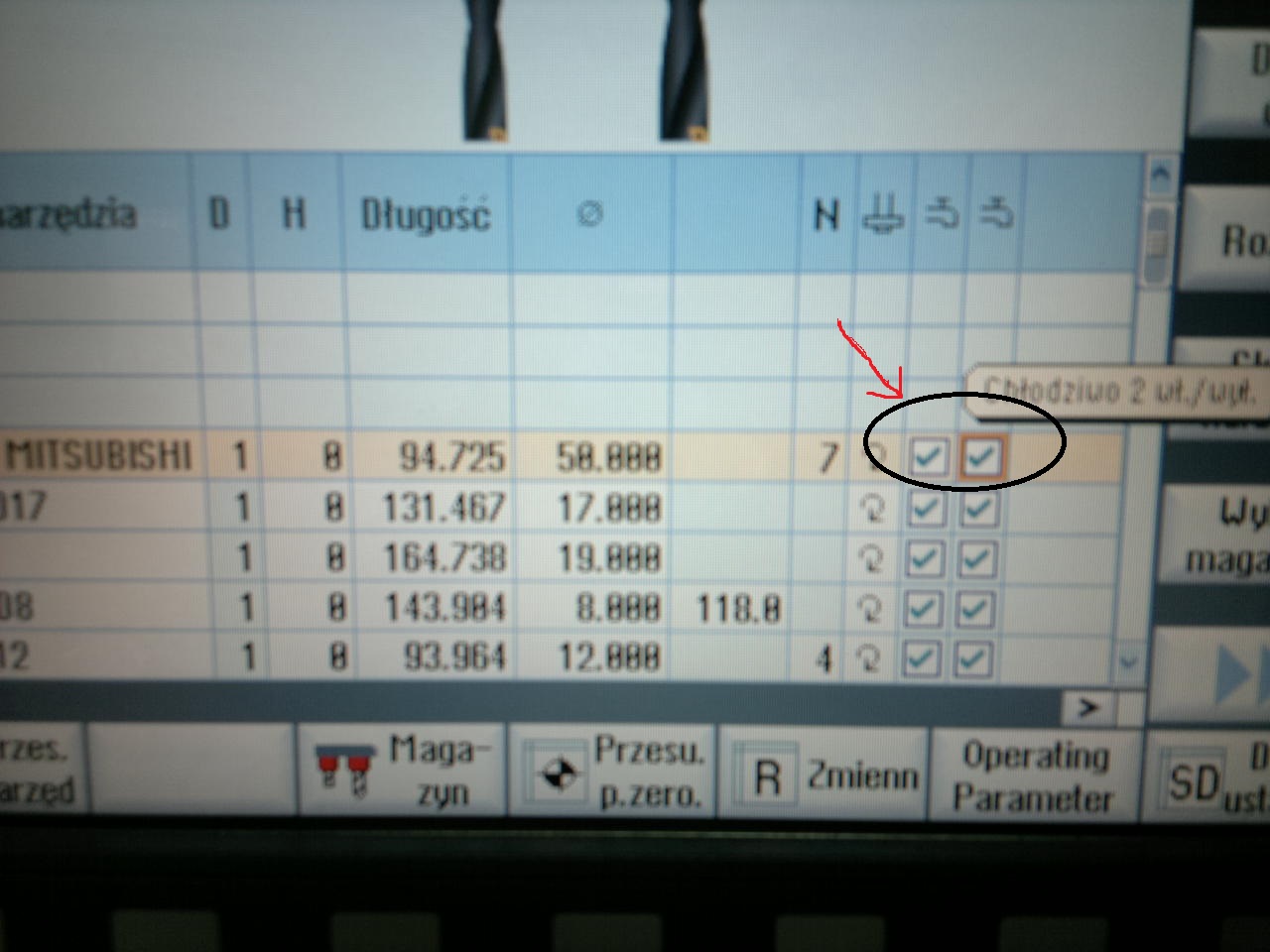
Tyle że przy opisie narzędzia są dwie opcje chłodziwa do zaznaczenia..... jedna zew druga chłodzenie przez wrzeciono tyle że Sinumerik ma M7 chłodzenie wew a ja go załączam M50 bo tak producent se wymyślił .
TEORIA I PRAKTYKA NIE ZAWSZE IDĄ W PARZE
-
artur235
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 271
- Rejestracja: 09 lut 2010, 19:40
- Lokalizacja: SE
Przeglądnij podprogram wymiany narzędzia może tam coś będzie.
Niektóre dane z tablicy narzędzi powinno dać się odczytać z poziomu programu i w ten sposób wywołać M50 (odczytywałem w ten sposób czas życia narzędzia).
Jeszcze inna możliwość to zgrać wszystkie dane maszynowe i poszukać M7 (lub 7) i sprawdzić czy znaleziony parametr nie służy do zmiany tego.
Niektóre dane z tablicy narzędzi powinno dać się odczytać z poziomu programu i w ten sposób wywołać M50 (odczytywałem w ten sposób czas życia narzędzia).
Jeszcze inna możliwość to zgrać wszystkie dane maszynowe i poszukać M7 (lub 7) i sprawdzić czy znaleziony parametr nie służy do zmiany tego.
-
djronin
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 262
- Rejestracja: 22 kwie 2011, 01:19
- Lokalizacja: Jarocin

Znalazłem na płycie plik E_TFS.SPF ale to jest od SINUMERIK 810D Nawet nie wiem ale pewnie nie pasuje..
[ Dodano: 2013-04-22, 00:18 ]
Znalazłem jeszcze Backup z maszyny i przeglądam plik o rozszerzeniu *.ARC i wynika z tego,
że wartośći określające rodzaj podawanego chłodziwa są zapisywane w danej $TC_DP25
$TC_DP25[#,1]=1280 ;CHŁODZENIE ZEWNĘTRZNE
$TC_DP25[#,1]=0 ;BRAK CHŁODZIWA
;=======================================================
Ale coś mi się nie zgadza albo czegoś nie wiem niestety nie mogę się doliczyć 256bitów
warunek będzie w 2 przypadku spełniony gdy zmienna "WZ_Kennungen"
oraz liczba 'B10000000000' (DEC 1024) BĘDZIE RÓWNA LICZBIE 'B10000000000' (DEC 1024)
ale nie wiem skąd ta niezgodność
Więc chyba idzie to jakoś zrobić tylko tak jak kolega "artur235" napisał trzeba troche poryć
w kodzie i zmiennych.
Pozdrawiam Artur:)
[ Dodano: 2013-04-22, 00:18 ]
Znalazłem jeszcze Backup z maszyny i przeglądam plik o rozszerzeniu *.ARC i wynika z tego,
że wartośći określające rodzaj podawanego chłodziwa są zapisywane w danej $TC_DP25
$TC_DP25[#,1]=1280 ;CHŁODZENIE ZEWNĘTRZNE
$TC_DP25[#,1]=0 ;BRAK CHŁODZIWA
;=======================================================
Ale coś mi się nie zgadza albo czegoś nie wiem niestety nie mogę się doliczyć 256bitów
warunek będzie w 2 przypadku spełniony gdy zmienna "WZ_Kennungen"
oraz liczba 'B10000000000' (DEC 1024) BĘDZIE RÓWNA LICZBIE 'B10000000000' (DEC 1024)
ale nie wiem skąd ta niezgodność
Więc chyba idzie to jakoś zrobić tylko tak jak kolega "artur235" napisał trzeba troche poryć
w kodzie i zmiennych.
Kod: Zaznacz cały
/LINIJKA/16149/PLIKU*.ARC/ ;------------------------------------------------------------------------------
N3010 WZ_Kennungen = $TC_DP25[WZ_VORWAHL,1]
N3015 IF (WZ_Kennungen B_AND 'B100000000000' == 'B100000000000')
N3020 M7
N3025 ELSE
N3030 IF (WZ_Kennungen B_AND 'B10' == 'B10')
N3035 M26
N3040 ENDIF
N3045 ENDIF
N3050 IF (WZ_Kennungen B_AND 'B10000000000' == 'B10000000000')
N3055 M8
N3060 ELSE
N3065 IF (WZ_Kennungen B_AND 'B1' == 'B1')
N3070 M25
N3075 ENDIF
N3080 ENDIF
/LINIJKA/16165/PLIKU*.ARC/ ;-------------------------------------------------------------------------------------------Pozdrawiam Artur:)
- Załączniki
-
- NC12912.zip
- plik ARC do podejrzenia
- (504.02 KiB) Pobrany 266 razy
-
- E_TFS.zip
- ;ShopMill: Tool Change/Feedrate/Spindle
- (3.1 KiB) Pobrany 232 razy
-
artur235
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 271
- Rejestracja: 09 lut 2010, 19:40
- Lokalizacja: SE
Tu nie chodzi o konkretną wartość (1024) tylko o dany bit (Binary_AND), warunek będzie prawdziwy dla wszystkich liczb mających ten bit (nr10) równy 1.djronin pisze:warunek będzie w 2 przypadku spełniony gdy zmienna "WZ_Kennungen"
oraz liczba 'B10000000000' (DEC 1024) BĘDZIE RÓWNA LICZBIE 'B10000000000' (DEC 1024)
01010101 B_AND 01000000 = 01000000
00010101 B_AND 01000000 = 00000000
-
djronin
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 262
- Rejestracja: 22 kwie 2011, 01:19
- Lokalizacja: Jarocin
Faktycznie Masz rację wczoraj nie mogłem zaskoczyć.. Lekcje cyfrówki miałem chyba z 8 lat temu i po upływie czasu nie wszystko jest już takie oczywiste tym bardziej jak nie ma się do czynienia z takimi tematami. Tak było u mnie jako programista/operator pracuję chyba od 8 mies.. i teraz żałuję ze dopiero zaczynam. Ale mniejsza o tym mam nadzieję ze nie narobiłem problemów swoim poprzednim postem..
Powiem więcj skoro w plikach maszyny jest uwzględniona funkcja M7 a maszyna na której pracuje nie ma w "opcji" podawania chłodziwa przez wrzeciono to ja z miłą chęcią przytule to wyjście podpinając do niego elektro-zawór do sprężonego powietrza.. Jak nic nie znajdę to pomyślę chyba nad nowym tematem.
Powiem więcj skoro w plikach maszyny jest uwzględniona funkcja M7 a maszyna na której pracuje nie ma w "opcji" podawania chłodziwa przez wrzeciono to ja z miłą chęcią przytule to wyjście podpinając do niego elektro-zawór do sprężonego powietrza.. Jak nic nie znajdę to pomyślę chyba nad nowym tematem.






