



Od trzech dni mamy w firmie tokarkę z systemem SINUMERIK 810T (zabytek). Jednakże do naszych celów (obróbka prostych czopów) jest w sam raz. Niestety nikt poza mną nie ma pojęcia o programowaniu a i moje jest małe. Maszynę bazuje sobie na krańcówkach i łapie ona swoje zero. Następnie wkładam materiał w uchwyt i chciałbym odnieść do niego program.
Czy powinienem dojechać nożem do osi wrzeciona (X= np. 240) a następnie do prawego najdalszego pkt. detalu (od czoła), np Z=220, kolejno potem parametry wpisać do programu?
%_CZOP
N10 G90 (programowanie w ukł. absolutnym, zero w osi przedmiotu)
N20 G54 X240 Z220 (pkt zerowy przedmiotu???)
N30 T1 D1 S300 M04 (narzędzie, korekcja, obroty, kier obr.)
N40 G00 X62 Z0 (szybki dojazd do planowania czoła)
N50 G01 X-1 F.35 M08 (ruch roboczy z posuwem F, załączenie chłodziwa)
N60 Z2 (odsunięcie narzędzia o 2mm+)
N70 G00 X60 (szybki powrót do punktu rozpoczęcia cyklu)
N80 G96 S120 (stała pręd. skraw. V=120m/min)
N90 G92 S3500
N100 G81 X40 Z0 I1.5(rozp. cyklu toczenia wzdłużnego, pkt pocz. konturu,grubość warstwy skrawanej w jednym przejściu)
(opis konturu w cyklu toczenia wzdłużnego)
N100 G01 X40 Z0
N110 Z-30
N120 X50
N130 Z-60
N140 X56 Z-66
N150 G80 (odwołanie cyklu G81)
N160 G00 X100 Z100 M09 (odjazd od konturu, wyłączenie chłodziwa)
N170 M02
Czy taki program będzie działał? Tzn wytoczy z pełnego pręta zadany kontur? Czy za każdym razem muszę wprowadzać pkt. zerowy detalu? Czy w ukł. absolutnym współrzędna X będzie oznaczać fi obrabianej powierzchni?
Z góry uprzedzam że przejrzałem cały dział dotyczący tego sterownika i nie znalazłem informacji które mnie interesują.
Pozdr.
Czy dobrze rozumiem zerowanie na detalu.


-
rc666
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1336
- Rejestracja: 27 cze 2011, 14:48
- Lokalizacja: Chrząszczyżewoszyce
Wartosci X wpisujesz w dlugosc narzedzia.
Odnosnie Z, tak to wyglada.
Odnosnie linii N20 : to nie jest punkt zerowy, te wartosci co tam wpisales.
Punkt zerowy jest w tabeli G54 i tam sie to wpisuje.
To co tam jest napisane w N20 maszyna dojedzie do tej pozycji wzgledem G54
Wlasciwie nigdzie nie pojdzie bo niedales komendy G00, G01 , G02 itd. czyli bedzie stala maszyna w miejscu.
Odnosnie Z, tak to wyglada.
Odnosnie linii N20 : to nie jest punkt zerowy, te wartosci co tam wpisales.
Punkt zerowy jest w tabeli G54 i tam sie to wpisuje.
To co tam jest napisane w N20 maszyna dojedzie do tej pozycji wzgledem G54
Wlasciwie nigdzie nie pojdzie bo niedales komendy G00, G01 , G02 itd. czyli bedzie stala maszyna w miejscu.
Nie ma głupich pytań, są tylko głupcy którzy ich nie zadają...
-
Krauz
Autor tematu - Stały bywalec (min. 70)
")
- Posty w temacie: 6
- Posty: 76
- Rejestracja: 03 paź 2011, 22:40
- Lokalizacja: CCH
Hmm dziwne bo taki przykład znalazłem w książce Oo. Ale sprawdzę jeszcze raz. W książce jest dokładnie :
N10 G90 (progr. w ukł absolutnym)
N20 G54 X... Z... (ust. pkt. zerowego przedmiotu)
N30 T1 D1 S480 M04 itd ....
Dopiero potem dojazdy i reszta.
Więc rozumiem że w Z wpisze np. 220 względem krańcówki, ale co z X? Nie podawać wielkości względem krańcówki?
N10 G90 (progr. w ukł absolutnym)
N20 G54 X... Z... (ust. pkt. zerowego przedmiotu)
N30 T1 D1 S480 M04 itd ....
Dopiero potem dojazdy i reszta.
Więc rozumiem że w Z wpisze np. 220 względem krańcówki, ale co z X? Nie podawać wielkości względem krańcówki?
-
 rafalxfiles
rafalxfiles
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
Witam
Chyba jednak troche nie rozumiesz..
Na tokarce w 99% przypadków punkt zerowy X będziesz miał na 0 w osi X i tego się nie zmienia..
Zmienia się tylko punkt zerowy w osi Z..
Punkt zerowy dla G54, G55 itp możesz ustawić w danych maszynowych, lub przesunąć go w programie przy użyciu komendy G59
G54
G59 X0. Z220
Dalej zamienił bym kolejność bloków N80 i N90 - najpierw bym ograniczył obroty maksymalne a później dał stałą prędkość skrawania.. bo maszyna zawsze wykonuje bloki kolejno i w tym przypadku jak byś dał duże Vc to mogła by Ci się przykładowo rozkręcić do 5000 obr, i dopiero w kolejnym bloku zwolnić..
Dalej z tym konturem toczenia to nie pamiętam jak to jest w 810T, ale coś mi się wydaje, że kontur opisywało się jako osobny podprogram.. ale dawno tego nie robiłem więc nie pamiętam..
ogólnie z tego co napisałeś to wszystko rozumiesz dobrze..
Chyba jednak troche nie rozumiesz..
Na tokarce w 99% przypadków punkt zerowy X będziesz miał na 0 w osi X i tego się nie zmienia..
Zmienia się tylko punkt zerowy w osi Z..
Punkt zerowy dla G54, G55 itp możesz ustawić w danych maszynowych, lub przesunąć go w programie przy użyciu komendy G59
G54
G59 X0. Z220
Dalej zamienił bym kolejność bloków N80 i N90 - najpierw bym ograniczył obroty maksymalne a później dał stałą prędkość skrawania.. bo maszyna zawsze wykonuje bloki kolejno i w tym przypadku jak byś dał duże Vc to mogła by Ci się przykładowo rozkręcić do 5000 obr, i dopiero w kolejnym bloku zwolnić..
Dalej z tym konturem toczenia to nie pamiętam jak to jest w 810T, ale coś mi się wydaje, że kontur opisywało się jako osobny podprogram.. ale dawno tego nie robiłem więc nie pamiętam..
ogólnie z tego co napisałeś to wszystko rozumiesz dobrze..
-
artur235
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 271
- Rejestracja: 09 lut 2010, 19:40
- Lokalizacja: SE
Domyślnie jest włączone G0.rc666 pisze:Wlasciwie nigdzie nie pojdzie bo niedales komendy G00, G01 , G02 itd. czyli bedzie stala maszyna w miejscu.
G54 informuje maszynę że wszystkie podane w programie współrzędne będą względem tej bazy. Współrzędne bazy G54 (względem zera maszyny G53) znajdują na ekranie "SETTING-DATA" (lub coś podobnego).Krauz pisze:Więc rozumiem że w Z wpisze np. 220 względem krańcówki, ale co z X? Nie podawać wielkości względem krańcówki?
Baza w X (X0) na tokarce zwykle znajduje się w osi uchwytu, a wartość określa średnicę. Zmienia się praktycznie bazę w Z tak aby było łatwiej programować (umieszcza się ją na czole detalu lub tam gdzie jest baza dla wymiarów na rys.)
G53 służy do przywoływania zera maszyny np w celu odjechania na bezpieczną pozycję (zawszę tą samą) np przed wymianą narzędzia. G53 jest aktywne tylko w bloku w którym jest podane.
G54 pozostaje aktywne do czasu wywołania innej funkcji z tej samej grupy.
-
Krauz
Autor tematu - Stały bywalec (min. 70)
- Posty w temacie: 6
- Posty: 76
- Rejestracja: 03 paź 2011, 22:40
- Lokalizacja: CCH
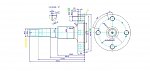
obrazek: http://www.fotosik.pl/pokaz_obrazek/pel ... 23e56.html
Hmm tylko że jak przechodzę w tryb bazowania to maszyna dojeżdża mi do krańcówek i rejestruje to położenie jako X=0, Z=0, a gdy założe nóż i dojeżdżam "mniej więcej" na moje zero detalu to mam zawsze jakieś rozjazdy np. X=254, Z=226, oczywiście w zależności od noża ...
Więc w takim wypadku G54 określa położenie względem 0 maszyny, natomiast G59 mówi że to położenie będzie od teraz jako X=0, Z=0 dobrze rozumiem? :
N20 G54 G59 X0 Z0
I teraz wszystkie dalsze działania na współrzędnych będą się odnosić względem obecnego G59?
Chyba że złapane ręcznie zero detalu muszę zapisać jakoś w sterowniku?
Hmm tylko że jak przechodzę w tryb bazowania to maszyna dojeżdża mi do krańcówek i rejestruje to położenie jako X=0, Z=0, a gdy założe nóż i dojeżdżam "mniej więcej" na moje zero detalu to mam zawsze jakieś rozjazdy np. X=254, Z=226, oczywiście w zależności od noża ...
Więc w takim wypadku G54 określa położenie względem 0 maszyny, natomiast G59 mówi że to położenie będzie od teraz jako X=0, Z=0 dobrze rozumiem? :
N20 G54 G59 X0 Z0
I teraz wszystkie dalsze działania na współrzędnych będą się odnosić względem obecnego G59?
Chyba że złapane ręcznie zero detalu muszę zapisać jakoś w sterowniku?
-
artur235
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 271
- Rejestracja: 09 lut 2010, 19:40
- Lokalizacja: SE
To jest zero maszyny w programie przywoływane funkcją G53Krauz pisze:Hmm tylko że jak przechodzę w tryb bazowania to maszyna dojeżdża mi do krańcówek i rejestruje to położenie jako X=0, Z=0
Domyślnie wszystkie współrzędne w programie będą liczone względem bazy G54 (zera detalu). Jeśli się nie mylę G54 jest aktywowane po włączeniu maszyny.Krauz pisze:a gdy założe nóż i dojeżdżam "mniej więcej" na moje zero detalu to mam zawsze jakieś rozjazdy np. X=254, Z=226
Tak jak pisałem, współrzędne bazy G54 (względem zera/bazy maszyny) podane są w sterowniku (można/należy je zmienić ręcznie lub z programu).
Użycie zera detalu ma na celu znaczne ułatwienie programowania.
Program na wałek fi50 L100
względem zera maszyny
X354 Z300
G1 X300
G0 X350 Z302
G1 Z200 ...
względem bazy detalu
X54 Z0
G1 X-.5
G0 X50 Z2
G1 Z-100 ...
Każde użyte narzędzie musi być z wymiarowane (wymiary narzędzia i inne dane zapisane w tabeli offsetów). Korekta offsetu (wymiarów narzędzia) przywoływane jest przez D (u Ciebie w przykładzie D1 - offset nr 1)
G59 przesunie bazę G54 więc najpierw sprawdź co masz w G54
Na ekranie możesz mieć wyświetlane współrzędne względem bazy maszyny lub bazy detalu.
Jeśli dopiero zaczynasz z CNC poszukaj sobie w sieci (jest tego pełno) informacji jak działają bazy i offsety narzędzi.
Chyba w instrukcji do maszyn HAAS jest to ładnie opisane (są na ich stronach, po polsku). Inne sterowanie ale zasady te same.
-
Krauz
Autor tematu - Stały bywalec (min. 70)
- Posty w temacie: 6
- Posty: 76
- Rejestracja: 03 paź 2011, 22:40
- Lokalizacja: CCH
G59 przesunie bazę G54 ok pytanie o ile? Więc nie mówię programowi że G54 np. X=350 Z=220 ma byc od teraz dla programu jako X=0, Y=0 - bo o tym mówi komenda G59?
Panowie właściwie brakuje mi tylko informacji o określanu tych zer bo resztę już rozumiem. rzypominam że to archaiczny 810T i za dużo zrobić nie mogę w ustawieniach.
I jeszcze coś. Mówicie Panowie o pomiarach narzędzia. Co macie na myśli? Długość od wierzchołka do głowicy??
Pozdrawiam
Panowie właściwie brakuje mi tylko informacji o określanu tych zer bo resztę już rozumiem. rzypominam że to archaiczny 810T i za dużo zrobić nie mogę w ustawieniach.
I jeszcze coś. Mówicie Panowie o pomiarach narzędzia. Co macie na myśli? Długość od wierzchołka do głowicy??
Pozdrawiam

-
Krauz
Autor tematu - Stały bywalec (min. 70)
- Posty w temacie: 6
- Posty: 76
- Rejestracja: 03 paź 2011, 22:40
- Lokalizacja: CCH
Ok faktycznie sprzętowe 0 to zero za wrzecionem X0 Z0. Jeśli wezme to pod uwagę to wszystko fajnie pracuje. Jednakże chciałbym mieć możliwość przesunięcia sprzętowego. Na pulpicie po wygraniu przesunięcia pkt G54 wyskakuje taki ekran:

Teraz mam jeszcze dwie trapiące mnie sprawy:
1. W jaki sposób powiedzieć maszynie że ma takie a nie inne narzędzia. W rewolwerze osadzone są różne noże. Rozumiem że punktem bazowym noża jest odbojnik do którego nóż jest wsuwany tak?
W każdym bądź razie do ustawiania korekcji narzędzia mam taki pulpit:

2. Mam już do napisania program obróbki odkuwki czopa (żeliwo sferoidalne). Generalnie gdyby był to pełny pręt to może bym sobie poradził. Jednakże nie jest to pełen pręd a docelowy kształt z pewnym naddatkiem.

Muszę jakoś programowo go okroić żeby maszyna nie robiła niepotrzebnych przejść.
Problemów sporo ale nie chcę zaśmiecać forum nowymi tematami.
artur235 daje POMÓGŁ i mam nadzieje że kolega podpowie jeszcze co nieco.
Pozdrawiam
Teraz mam jeszcze dwie trapiące mnie sprawy:
1. W jaki sposób powiedzieć maszynie że ma takie a nie inne narzędzia. W rewolwerze osadzone są różne noże. Rozumiem że punktem bazowym noża jest odbojnik do którego nóż jest wsuwany tak?
W każdym bądź razie do ustawiania korekcji narzędzia mam taki pulpit:
2. Mam już do napisania program obróbki odkuwki czopa (żeliwo sferoidalne). Generalnie gdyby był to pełny pręt to może bym sobie poradził. Jednakże nie jest to pełen pręd a docelowy kształt z pewnym naddatkiem.
Muszę jakoś programowo go okroić żeby maszyna nie robiła niepotrzebnych przejść.
Problemów sporo ale nie chcę zaśmiecać forum nowymi tematami.
artur235 daje POMÓGŁ i mam nadzieje że kolega podpowie jeszcze co nieco.
Pozdrawiam




