



Tokarka z obrotową głowicą narzędziowa, sterowanie bodajże sinumerik 810/810D
Problem
- podczas pracy z automatu na wyświetlaczu pojawia się napis na chwilę "READ DISABLE" jak zdiagnozować w czym tkwi problem.
Sinumerik pojawia sie komunikat "read disable"


-
BIP_labaz
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 2
- Posty: 65
- Rejestracja: 21 lut 2011, 16:47
- Lokalizacja: Wrocław
- Kontakt:
Witam
Trzeba komunikat kasować resetem czy znika po chwili ??
Sprawdź czy komunikat "Read disable" pojawia się w czasie obrotu głowicy.
Czasami jest takie zabezpieczenie przed wczytywaniem następnej części programu w czasie obrotu rewolweru.
Najlepiej podaj dokładnie typy urządzeń: sinumerik, głowica, obrabiarka, program na panelu (shopmill, shopturn, czysty ISO).
Czy w Diagnostyce pojawiają się jeszcze inne komunikaty ??
Pozdrawiam
Trzeba komunikat kasować resetem czy znika po chwili ??
Sprawdź czy komunikat "Read disable" pojawia się w czasie obrotu głowicy.
Czasami jest takie zabezpieczenie przed wczytywaniem następnej części programu w czasie obrotu rewolweru.
Najlepiej podaj dokładnie typy urządzeń: sinumerik, głowica, obrabiarka, program na panelu (shopmill, shopturn, czysty ISO).
Czy w Diagnostyce pojawiają się jeszcze inne komunikaty ??
Pozdrawiam
Rząd wciąż chce naszego dobra, a nam zostało go już tak niewiele.
Nie pytaj co rząd może dla ciebie zrobić, pytaj czy mógłby tego nie robić.
Nie pytaj co rząd może dla ciebie zrobić, pytaj czy mógłby tego nie robić.
-
fido
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 65
- Rejestracja: 05 lip 2005, 20:54
- Lokalizacja: Kalisz
Więc tak
Maszyna to tokarka CNC 400
Głowica nie jestem pewien ale chyba Duplomatic muszę sprawidzić.
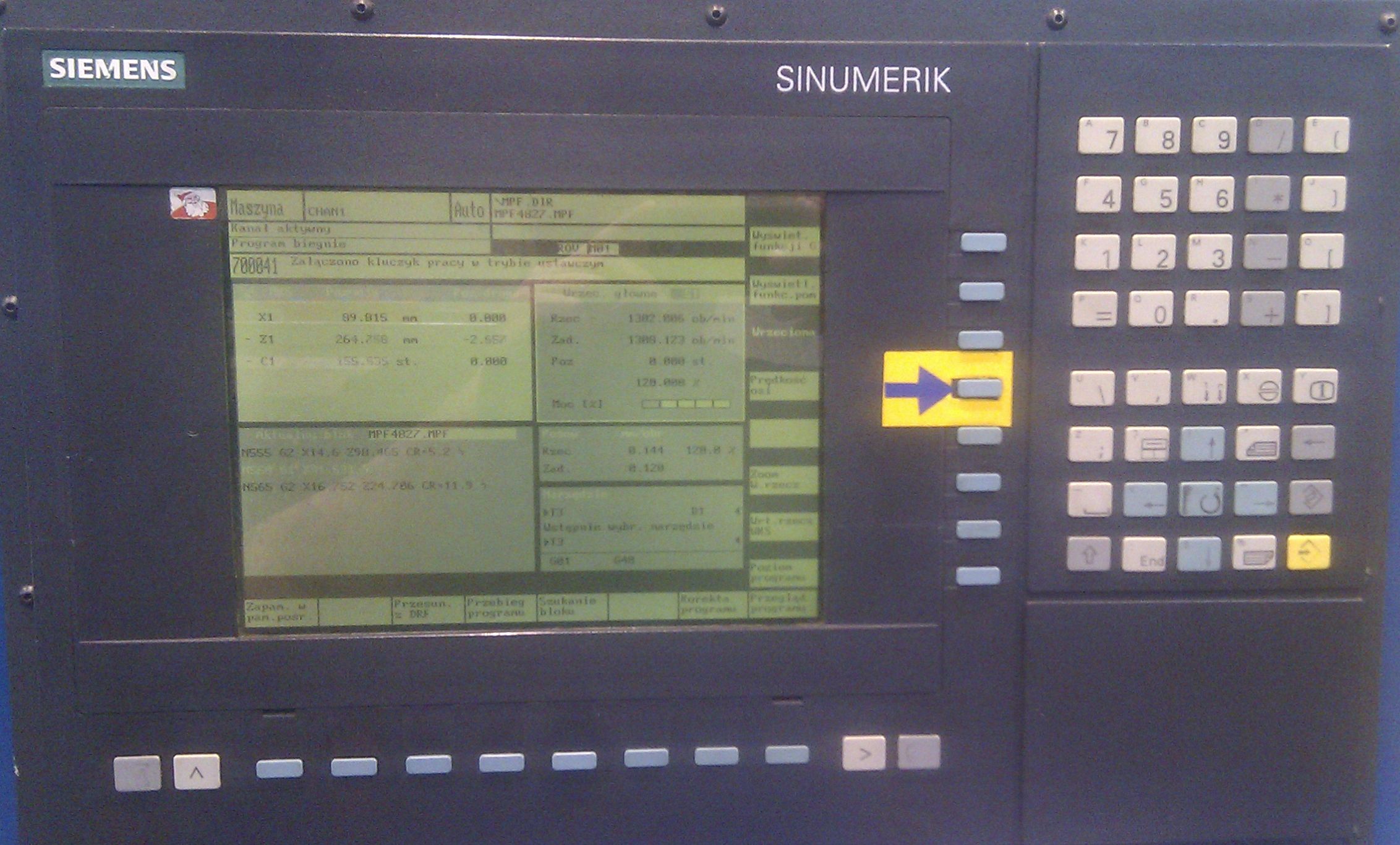
Sterowanie Sinumerik 810D jak na zdjęciach
Błąd pojawia się w trybie pracy automatycznej w momencie np. jak toczy wałek i kiedy oś X ma jechać w dół na "-" ale program idzie dalej.
Nr błędu to 510224 Read Disable
Błędu nie trzeba kasować po prostu pojawi się na chwilę jak to oś idzie w dół i błąd sam znika w sumie to nie błąd tylko komunikat czy jak to tam nazwano meldunek.
Dodam że nieraz na maszynie jest problem z wrzecionem tzn. przy funkcji stała prędkość skrawania bodajże G96 i limicie obrotów wrzeciona ustawione na 1500 maszyny jak idzie z automatu cały program to w zadających obrotach pokazuje np. 6000 i chce dążyć do nich ale jak się ten sam program puści od danego bloku to jest ok. zadane pokazuje 300 i rzeczywiste 300. Dziej się to tak kiedy np. obraca głowicą szykując dane narzędzie to wówczas te obroty chcą się wściec
Zdjęcia sterowania
Maszyna to tokarka CNC 400
Głowica nie jestem pewien ale chyba Duplomatic muszę sprawidzić.
Sterowanie Sinumerik 810D jak na zdjęciach
Błąd pojawia się w trybie pracy automatycznej w momencie np. jak toczy wałek i kiedy oś X ma jechać w dół na "-" ale program idzie dalej.
Nr błędu to 510224 Read Disable
Błędu nie trzeba kasować po prostu pojawi się na chwilę jak to oś idzie w dół i błąd sam znika w sumie to nie błąd tylko komunikat czy jak to tam nazwano meldunek.
Dodam że nieraz na maszynie jest problem z wrzecionem tzn. przy funkcji stała prędkość skrawania bodajże G96 i limicie obrotów wrzeciona ustawione na 1500 maszyny jak idzie z automatu cały program to w zadających obrotach pokazuje np. 6000 i chce dążyć do nich ale jak się ten sam program puści od danego bloku to jest ok. zadane pokazuje 300 i rzeczywiste 300. Dziej się to tak kiedy np. obraca głowicą szykując dane narzędzie to wówczas te obroty chcą się wściec
Zdjęcia sterowania
Kto Pyta Nie Błądzi
-
artur235
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 271
- Rejestracja: 09 lut 2010, 19:40
- Lokalizacja: SE
Przed obrotem głowicy lub dojazdem do obrotu wpisz G97.
Read disable oznacz że sterowanie oczekuje na wykonanie przez maszynę jakiejś czynności, u Ciebie może to być oczekiwanie na osiągnięcie przez wrzeciono właściwych obrotów (tolerancja ustawiona jest w parametrach).
Zadaj różne obroty w MDA i zobacz jaka jest różnica zadane/rzeczywiste.
Jeśli jest skrzynia biegów to może być wybrany niewłaściwy bieg.
Read disable oznacz że sterowanie oczekuje na wykonanie przez maszynę jakiejś czynności, u Ciebie może to być oczekiwanie na osiągnięcie przez wrzeciono właściwych obrotów (tolerancja ustawiona jest w parametrach).
Zadaj różne obroty w MDA i zobacz jaka jest różnica zadane/rzeczywiste.
Jeśli jest skrzynia biegów to może być wybrany niewłaściwy bieg.
-
fido
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 65
- Rejestracja: 05 lip 2005, 20:54
- Lokalizacja: Kalisz
Co do funkcji to nie za bardzo mogę zmienia program od tego jest w firmie technolog (przepisy).artur235 pisze:Przed obrotem głowicy lub dojazdem do obrotu wpisz G97.
Read disable oznacz że sterowanie oczekuje na wykonanie przez maszynę jakiejś czynności, u Ciebie może to być oczekiwanie na osiągnięcie przez wrzeciono właściwych obrotów (tolerancja ustawiona jest w parametrach).
Zadaj różne obroty w MDA i zobacz jaka jest różnica zadane/rzeczywiste.
Jeśli jest skrzynia biegów to może być wybrany niewłaściwy bieg.
Co do wrzeciona to może coś się dziej z przetwornikiem, muszę zobaczyć jak jest przełożony napęd ale na 99% nie ma skrzyni biegów. Czy kolego może wiem jaki jest ten parametr od tolerancji obrotów.
Kto Pyta Nie Błądzi
-
artur235
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 271
- Rejestracja: 09 lut 2010, 19:40
- Lokalizacja: SE
Programu nie możesz zmienić a w parametrach chcesz grzebać? Wiem że jest parametr nie znam numeru, jak mi będzie to potrzebne to sobie znajdę 
Sprawdź czy jest różnica zadane/rzeczywiste więcej jak około 30 może być źle.
Może być problem z napędem wrzeciona.
G97 na 90% rozwiąże problem z gwałtowną zmianą obrotów przy zmianie narzędzia.
Sprawdź czy jest różnica zadane/rzeczywiste więcej jak około 30 może być źle.
Może być problem z napędem wrzeciona.
G97 na 90% rozwiąże problem z gwałtowną zmianą obrotów przy zmianie narzędzia.
-
fido
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 4
- Posty: 65
- Rejestracja: 05 lip 2005, 20:54
- Lokalizacja: Kalisz
Bo od programu jest technolog ( i obcinania czasu) ja jestem od naprawyartur235 pisze:Programu nie możesz zmienić a w parametrach chcesz grzebać? Wiem że jest parametr nie znam numeru, jak mi będzie to potrzebne to sobie znajdę
Sprawdź czy jest różnica zadane/rzeczywiste więcej jak około 30 może być źle.
Może być problem z napędem wrzeciona.
G97 na 90% rozwiąże problem z gwałtowną zmianą obrotów przy zmianie narzędzia.
Czy jak zastosuję G97 to muszę z programu G96 wywalić czy po prostu gdzieś dodać w programie tą funkcję.
Kto Pyta Nie Błądzi
-
artur235
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 271
- Rejestracja: 09 lut 2010, 19:40
- Lokalizacja: SE
Przed każdą zmianą narzędzia wpisać np G97 S1000 linijkę przed dojazdem na bezpieczną pozycję do wymiany. G96 zostaje tam gdzie było. Zależy jak jest napisany program, wpisanie G96 na małej średnicy też spowoduje gwałtowny wzrost obrotów.
G97 - stałe obroty, wyłącza G96 - stała prędkość skrawania i na odwrót.
Jeszcze jedno, jeśli odjazd do wymiany narzędzia jest tylko w osi Z to samo G97 może wiele nie pomóc, przed G96 narzędzie nie powinno się znajdować poniżej obrabianej średnicy np wymiana z wytaczaka na nóż do obróbki po zewnątrz.
G97 - stałe obroty, wyłącza G96 - stała prędkość skrawania i na odwrót.
Jeszcze jedno, jeśli odjazd do wymiany narzędzia jest tylko w osi Z to samo G97 może wiele nie pomóc, przed G96 narzędzie nie powinno się znajdować poniżej obrabianej średnicy np wymiana z wytaczaka na nóż do obróbki po zewnątrz.
-
BIP_labaz
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 2
- Posty: 65
- Rejestracja: 21 lut 2011, 16:47
- Lokalizacja: Wrocław
- Kontakt:
Witam
Komunikat 510224 Read Disable jest ustawiany przez producenta maszyny.
Generowany jest ona na podstawie jakichś konkretnych warunków.
Niestety nie ma możliwości sprawdzenia o co chodzi bez podłączenia się do maszyny i sprawdzenia.
Pozdrawiam
Komunikat 510224 Read Disable jest ustawiany przez producenta maszyny.
Generowany jest ona na podstawie jakichś konkretnych warunków.
Niestety nie ma możliwości sprawdzenia o co chodzi bez podłączenia się do maszyny i sprawdzenia.
Pozdrawiam
Rząd wciąż chce naszego dobra, a nam zostało go już tak niewiele.
Nie pytaj co rząd może dla ciebie zrobić, pytaj czy mógłby tego nie robić.
Nie pytaj co rząd może dla ciebie zrobić, pytaj czy mógłby tego nie robić.




