Witam! Prezentuje zatem moj genialny program. Zapewne ma bardzo wiele błędów wiec za wszelka pomoc dziekuje.
KONFIGURACJA
{ OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920
{ STEROWANIE SINUMERIK 840DT
{
{ PRZEDMIOT OBRABIANY
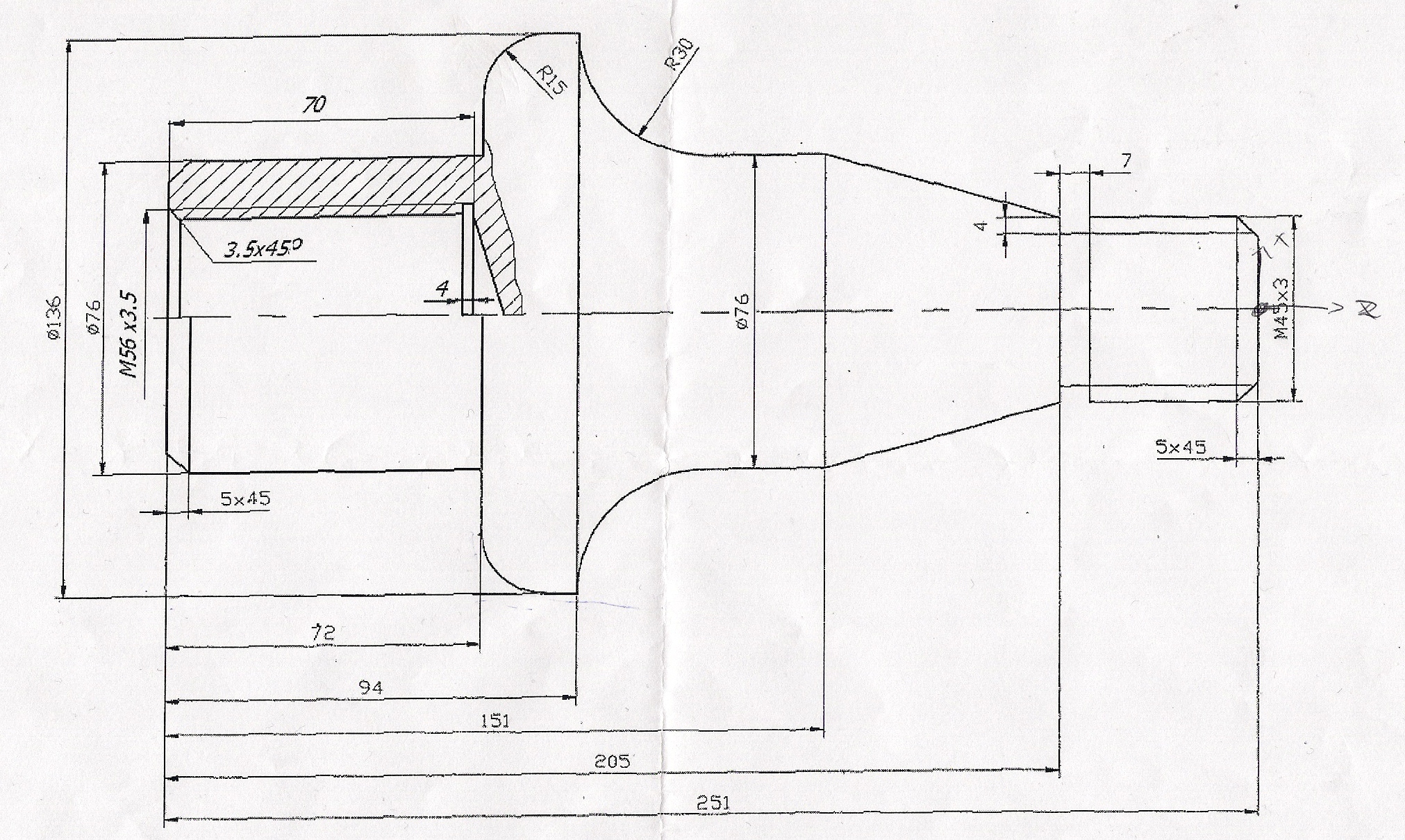
{ WALEC D140.000 L255.000
{ MATERIAŁ "N\Aluminium"
{
{ WRZECIONO GŁÓWNE Z PRZEDM. OBRABIANYM
{ UCHWYT TOKARSKI "Uchwyt tokarski\Uchwyt szczękowy\KFD-HS 250"
{ SZCZĘKA STOPNIOWA "Szczęka\Szczęka stopniowa\WM-160_200-22.000"
{ RODZAJ ZAMOCOWANIA MOCOWANIE ZEWNĘTRZNE STOPNIOWANY WEWNĄTRZ
{ GŁĘBOKOŚĆ ZAMOCOW. E32.000
{{ Prawa powierzchnia przedmiotu obrab.: Z+0395.000
{
{
{ KONIK
{ POZYCJA KONIKA Z+1095.000
{
{ AKTUALNE NARZĘDZIE T01
{ NARZĘDZIA
{ T01 "DIN69880 V 30\Nóż kątowy lewy\CL-SCLCL-2020 L 1208 ISO30"
{ T02 "DIN69880 V 30\Nóż do gwintów lewy\TL-LHTL-2020 L 60 3.00 ISO30"
{ T03 "DIN69880 V 30\Nóż do gwintów wewn. zaosiowy\TI-ITTL-2016 L 60 3.00 ISO30"
{ T04 "DIN69880 V 30\Nóż kątowy lewy\CL-SDJCL-2020 L 1208 ISO30"
{ T05 "DIN69880 V 30\Nawiertak (B)\DR-12.00 044 R HSS ISO30"
{ T06 PUSTY
{ T07 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 03.5-0 ISO30"
{ T08 PUSTY
{ T09 "DIN69880 V 30\Wiertło kręte\DR-30.00 140 R HSS ISO30"
{ T10 PUSTY
{ T11 PUSTY
{ T12 PUSTY
{ T13 PUSTY
{ T14 "DIN69880 V 30\Nóż wewn. do tocz. poprz. zaosiowy\RI-GHILL-1616 L 04.00 ISO30"
{ T15 PUSTY
{ T16 "DIN69880 V 30\Wytaczak zaosiowy\BI-SVQBL-1010 L 0702 ISO30"
{
{ WARTOŚCI KOREKCJI
{ D01 T01 Q3 R000.800 X+070.000 Z+0045.000 G000.000 E005.005 I-000.800 K-000.800 A+004.375 L011.855 N01
{ D02 T02 Q8 R000.433 X+070.000 Z+0042.799 G000.000 E000.000 I-000.433 K+000.000 A+000.000 L000.000 N01
{ D03 T03 Q6 R000.433 X-010.500 Z+0150.000 G000.000 E000.000 I+000.433 K+000.000 A+000.000 L000.000 N01
{ D04 T04 Q3 R000.800 X+070.000 Z+0045.000 G000.000 E032.178 I-000.800 K-000.800 A+002.372 L010.785 N01
{ D05 T05 Q7 R000.000 X+000.000 Z+0115.000 G012.000 E045.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D06 T06 Q7 R000.000 X+000.000 Z+0115.000 G012.000 E045.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D07 T07 Q3 R000.200 X+060.000 Z+0041.550 G003.500 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
{ D08 T08 Q2 R000.200 X-010.789 Z+0170.000 G000.000 E052.174 I+000.200 K-000.200 A+002.721 L007.540 N01
{ D09 T09 Q7 R000.000 X+000.000 Z+0225.000 G030.000 E059.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D10 T10 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D11 T11 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D12 T12 Q2 R000.200 X-010.789 Z+0170.000 G000.000 E052.174 I+000.200 K-000.200 A+002.721 L007.540 N01
{ D13 T13 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D14 T14 Q1 R000.200 X-021.800 Z+0155.000 G004.000 E000.000 I+000.200 K+000.200 A+000.000 L012.800 N01
{ D15 T15 Q7 R000.000 X+000.000 Z+0000.000 G000.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
{ D16 T16 Q2 R000.200 X-010.789 Z+0170.000 G000.000 E052.174 I+000.200 K-000.200 A+002.721 L007.540 N01
{
{ PKTY ZEROWE PRZEDM.
{{ Prawa powierzchnia przedmiotu obrab.: Z+0395.000
{ G54 X+000.000 Z+0393.000
{
{)
N0005 G54 G90 G95
N10 G0 X200 Z200
N15 T1 D1
N20 LIMS=1500
N25 G96 S150 M4
N30 X142 Z.2
N35 G1 X-2,2 F.2
N40 G0 Z2
N45 G0 X132
N50 G1 Z-72 F.3
N55 G1 X136.4
N60 G1 Z-94
N65 G1 X138
N70 G0 Z2
N75 G0 X124
N80 G1 Z-72
N85 G1 X136
N90 G0 Z2
N95 G0 X116
N100 G1 Z-72
N105 G1 X136
N110 G0 Z2
N115 G0 X108
N120 G1 Z-72
N125 G1 X136
N130 G0 Z2
N135 G0 X100
N140 G1 Z-72
N145 G1 X136
N150 G0 Z2
N155 G0 X92
N160 G1 Z-72
N165 G1 X136
N170 G0 Z2
N175 G0 X84
N180 G1 Z-72
N185 G1 X136
N190 G0 Z2
N195 G0 X76.4
N200 G1 Z-72
N205 G1 X136
N210 G0 Z2
N215 G1 X136.4 Z-94
N220 G1 Z-72 RND=7.5
N225 X76.4
N250 G1 X76.4 Z-3
N250 G1 X69.4 Z1
N230 G1 Z3 X80
N230 G1 X140 Z-72
N235 G1 X136.4 Z-94
N240 G1 Z-72 X136.4 RND=15
N245 X76.4
N250 G1 X76.4 Z-5
N260 G1 Z1 X64.4
N260 G0 Z2 X71.4
N265 G0 X200 Z200
N270 T4 D1
N275 G0 Z2 X76
N280 G1 Z-72
N285 G1 X136 Z-72
N285 G1 X136 Z-94
N290 G1 Z-74 X136 RND=15
N295 X76
N300 Z-5
N305 X140 Z-5
N310 G0 X144 Z-94 G41
N315 G1 X136 Z-94
N320 G1 Z-72 X136 RND=15
N325 G1 X76
N330 G1 Z-5
N335 G1 X64 Z1
N340 G40 Z5 X65
N350 G0 X200 Z200
N355 T5 D1
N370 G96 S150 M3
N375 G0 X0 Z4
N380 G1 X0 Z-20
N385 G1 X0 Z4
N390 G0 X200 Z200
N395 T9 D1
N400 G96 S150 M3
N405 G0 X0 Z4
N410 G1 X0 Z-77.611
N415 G1 X0 Z4
N420 G0 X100 Z100
N425 T16 D1
N430 G96 S150 M4
N435 G0 X100 Z4
N440 G0 X38 Z4
N445 G1 Z-70
N450 G1 X10
N455 G0 X10 Z4
N460 G1 X46
N465 G1 Z-70
N470 G1 X10
N475 G0 X10 Z4
N480 G0 X51.9 Z4
N485 G1 Z-70
N490 G1 X10
N495 G0 X10 Z4
N495 G1 X51.9 Z-3.5
N610 G1 X59.9 Z0.5
N610 G0 X100 Z100
N615 T14 D1
N430 G96 S150 M4
N620 G0 X40 Z4
N620 G1 Z-70
N635 G1 X56
N640 G0 X40
Dalej chyba powinienem zrobic gwint ale kompletnie nie wiem jak sie go robi. Punkt zerowy wstawilem oczywiście tam gdzie narysowalem osie.Prosze bardzo o pomoc i z góry dziekuje!