Strona 1 z 2
828d - punkt zerowy detalu
: 22 sty 2024, 20:57
autor: apqq
Za każdym ponownym uruchomieniem frezarki zeruje się punkt zerowy detalu, tzn maszyna nie pamięta poprzedniego ustawienia/położenia detalu.
Czy można w jakiś sposób wymusić zapamiętywanie punktu zerowego? Tak, żeby po ponownym uruchomieniem nie wyznaczać go od początku.
Frezarka 3-os. na 828d.
Re: 828d - punkt zerowy detalu
: 22 sty 2024, 22:27
autor: Steryd
Na pewno zapomina? Próbowałeś wywołać? Maszyna po odpaleniu jest we współrzędnych maszynowych, ale po wpisaniu G54-G59 powinna wczytać zapisane bazy.
Re: 828d - punkt zerowy detalu
: 23 sty 2024, 18:56
autor: Arias2
Skąd niby ma pobrać te wartości? dane pkt zerowego są w pamięci ulotnej.
Z tego co pamiętam z dawnego programowania to wartości zera detalu wprowadzało się w programie i przy każdym wczytaniu i uruchomienie nie trzeba wprowadzać od nowa wartości zera.
Re: 828d - punkt zerowy detalu
: 23 sty 2024, 19:04
autor: Steryd
skąd wziąłeś takie pomysły? Wyobrażasz sobie takie akcje przy produkcji masowej? Co wyłącznie maszyny to ustawianie od nowa ..?
Re: 828d - punkt zerowy detalu
: 23 sty 2024, 21:28
autor: apqq
Jednak pamięta:)
Dokładnie jak pisze Steryd, po włączeniu wyświetl pkt maszynowy, a po załadowaniu programu przestawia się na pkt detalu.
Dzięki wielkie

Re: 828d - punkt zerowy detalu
: 24 sty 2024, 19:20
autor: apqq
To, jeśli można zapytać nie tworząc nowego wątku...
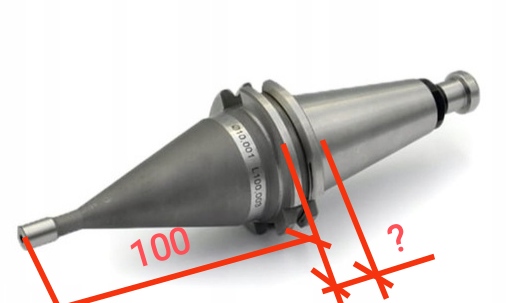
Mam trzpień kalibracyjny który ma długość 100mm i średnicę 10mm.
Jak przeprowadzić kompensację sondy narzędziowej renishaw dla pomiaru długości?
Jak mierzę długość (suwmiarką) trzpienia to 100mm wychodzi jak na rysunku, a nie do punktu maszynowego - tak ma być, co z długością oprawki wrzeciona?
Re: 828d - punkt zerowy detalu
: 24 sty 2024, 19:45
autor: Steryd
Suwmiarką? Na oko też mierzysz do mikrometra?
Robi się to tak, że jakimś płaskim równoległym przedmiotem (może być plytka wzorcowa, albo ustawiak jeśli jego dokładność Ci wystarczy, może być i pierścień wzorcowy, bo jest dokładnie szlifowany, a przy okazji można i promień kulki skalibrować ) ustawiasz wysokość bezpośrednio na stole (suwliwie bez luzu). Potem do tego samego przedmiotu, najlepiej w mniej więcej tym samym punkcie kalibrujesz sondę.
Re: 828d - punkt zerowy detalu
: 24 sty 2024, 21:18
autor: Pneumokok
Kolego kilka pytań: Jak trafiłeś do tej pracy? Miałeś wcześniej styczność z CNC? Czy nikt Ci nie zrobił przeszkolenia z obsługi maszyny?
Re: 828d - punkt zerowy detalu
: 24 sty 2024, 21:36
autor: apqq
Odpowiem tak, z łapanki

A poważniej to nie pracuje w branży tylko w szkole. Dyrektor zdobył fundusze na zakup 3-osiowego centrum a mi przypadł "zaszczyt" "wdrażania". Frezarka, póki co, ma służyć bardziej jako pokazówka dla chłopaków a nie zarabiać na siebie. Czekam na szkolenie ale póki co próbuje co kolwiek temat sam ruszyć....
Doszedłem do etapu prostego frezowania ale otwór czy kieszeń nie trzyma wymiarów więc zacząłem drążyć temat i okazało się, że sonda narzędziowa wymaga kalibracji.
Dodane 8 minuty 2 sekundy:
Steryd pisze: ↑24 sty 2024, 19:45
Suwmiarką? Na oko też mierzysz do mikrometra?
Robi się to tak, że jakimś płaskim równoległym przedmiotem (może być plytka wzorcowa, albo ustawiak jeśli jego dokładność Ci wystarczy, może być i pierścień wzorcowy, bo jest dokładnie szlifowany, a przy okazji można i promień kulki skalibrować ) ustawiasz wysokość bezpośrednio na stole (suwliwie bez luzu). Potem do tego samego przedmiotu, najlepiej w mniej więcej tym samym punkcie kalibrujesz sondę.
Tak, suwmiarką bez spoglądania na noniusz
Ale to jest procedura do sondy detalu? Czy się sam już pogubiłem?
Re: 828d - punkt zerowy detalu
: 24 sty 2024, 23:25
autor: Steryd
Sondy przedmiotu. Sondę narzędzia kalibruje się bezpośrednio tym, tylko musisz wpisać do tabeli narzędzi to co masz na wzorcu ze wszystkimi miejscami po przecinku. Do kalibracji sondy przedmiotowej oczywiście też.