CLX 450 TC
: 23 lut 2022, 20:23
Witam
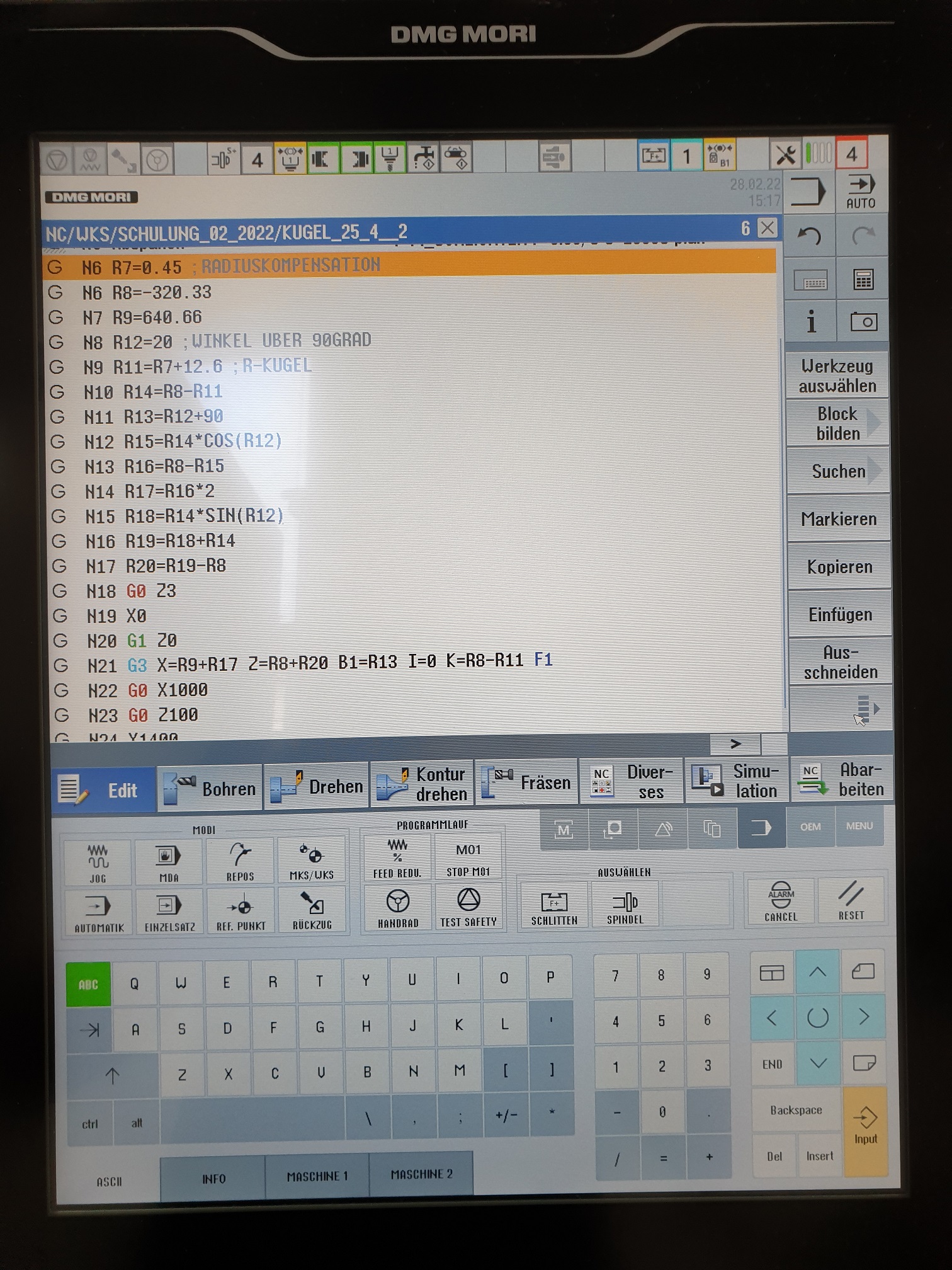
Przyszło mi pracować na CLX 450 TC, wcześniej na NEF 600 nie miałem osi Y i B wiec pojawiły się pytania. Szef wymarzył sobie kulkę aby mu wytoczyć, tylko toczenie miałoby się odbywać z pomocą osi uchylnej B, tak aby zachować stały kąt przyłożenia narzędzia, czyli od zera do około 120 stopni przekroju kuli stały kąt natarcia narzędzia co zapewni znakomitą jakość powierzchni. Problem jest tego typu, że w programowaniu mi znanym tzn. sinumerik 840d sl nie ma możliwości używania aktywnie osi B tzn. aby obróbka toczenia realizowana byłaby za pomoc osi XZB , a nie jak ma to miejsce zazwyczaj w osiach XZ. Czy zna ktoś metodę programowania z ów osią B, tak aby w czasie rzeczywistym kompensować zmianę kąta osi B. Napisałem G-kod z interpolacją kołową i jednoczesną zmianą kąta osi B, nawet w symulacji ładnie widać jak ostrze wykonując ruch po okręgu zachowuję stały kąt natarcia, jednak puściłem na "sucho" i osie wykonują zadane ruchy jednak bez kompensacji osi B. Myślę, że dobrze opisałem sprawę i znajdzie się tu jakiś spec.
Pozdrawiam Michał
Przyszło mi pracować na CLX 450 TC, wcześniej na NEF 600 nie miałem osi Y i B wiec pojawiły się pytania. Szef wymarzył sobie kulkę aby mu wytoczyć, tylko toczenie miałoby się odbywać z pomocą osi uchylnej B, tak aby zachować stały kąt przyłożenia narzędzia, czyli od zera do około 120 stopni przekroju kuli stały kąt natarcia narzędzia co zapewni znakomitą jakość powierzchni. Problem jest tego typu, że w programowaniu mi znanym tzn. sinumerik 840d sl nie ma możliwości używania aktywnie osi B tzn. aby obróbka toczenia realizowana byłaby za pomoc osi XZB , a nie jak ma to miejsce zazwyczaj w osiach XZ. Czy zna ktoś metodę programowania z ów osią B, tak aby w czasie rzeczywistym kompensować zmianę kąta osi B. Napisałem G-kod z interpolacją kołową i jednoczesną zmianą kąta osi B, nawet w symulacji ładnie widać jak ostrze wykonując ruch po okręgu zachowuję stały kąt natarcia, jednak puściłem na "sucho" i osie wykonują zadane ruchy jednak bez kompensacji osi B. Myślę, że dobrze opisałem sprawę i znajdzie się tu jakiś spec.
Pozdrawiam Michał