Strona 1 z 1
Sinumerik 810D po wgraniu PLC i NC
: 22 lip 2020, 19:16
autor: cncautomatic
witam wszystkich
mam problem z tokarka cnc na Siemens 810D,padła bateria
wgrałem PLC i NC które uzyskałem z serwisu
ale mam problem z osią X która nie mierzy połowy ze srednicy tylko mierzy tak jak oś Z
gdy przystawie czujnik zegarowy to mierzy setka po setce nie mierzy połowy
coś widocznie jest jeszcze nie ustawione w parametrach ,Pomocy
Re: Sinumerik 810D po wgraniu PLC i NC
: 22 lip 2020, 20:59
autor: LABEL
Pewnie mierzy w promieniu trzeba ją przestawić na pomiar średnicy ale to raczej w programie obróbki komenda DIAMON.
Re: Sinumerik 810D po wgraniu PLC i NC
: 22 lip 2020, 21:46
autor: cncautomatic
dzieki spróbuje czyli na poczatku programu w iso pisac DIAMON to juz cały program poleci i bedzie liczyc po srednicy ?
Re: Sinumerik 810D po wgraniu PLC i NC
: 22 lip 2020, 23:10
autor: LABEL
Tak to komenda modalna .
Re: Sinumerik 810D po wgraniu PLC i NC
: 23 lip 2020, 07:39
autor: gozdd
Jest to do ustawienia w parametrach. W programie możesz niby dopisywać, ale co jak będziesz chciał na szybko coś z MDI zrobić albo z korbki? Będziesz dopisywał za każdym razem?
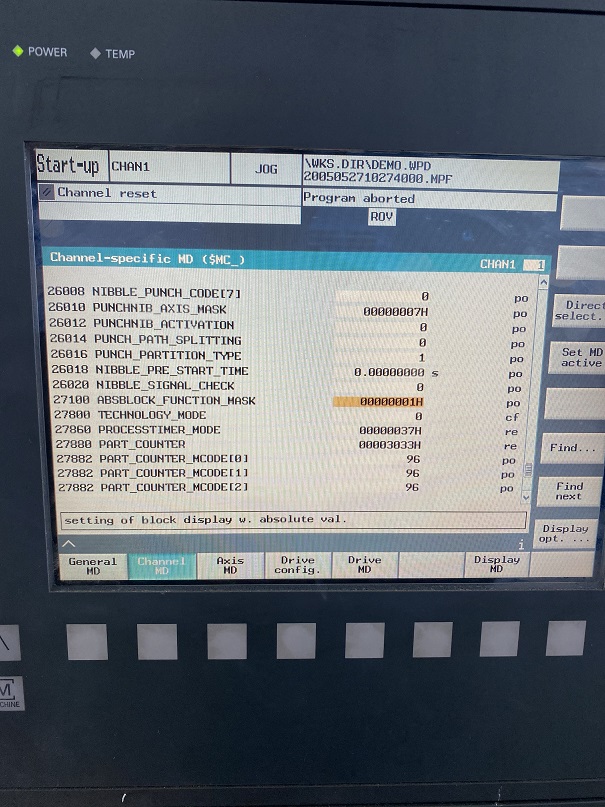
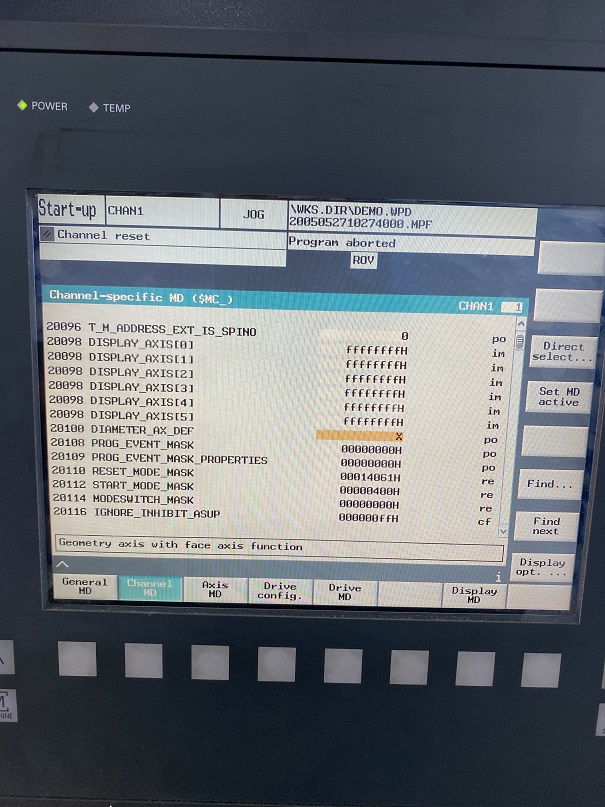
Parametry 20100 i 27100 jak się nie mylę.
Re: Sinumerik 810D po wgraniu PLC i NC
: 23 lip 2020, 11:12
autor: cncautomatic
pod parametrami 20100 i 27100 mam takie dane
Re: Sinumerik 810D po wgraniu PLC i NC
: 23 lip 2020, 14:40
autor: Krzycho_Wporzo
MD 20360: $MC_TOOL_PARAMETER_DEF_MASK, Bit 0 aktywny- wybór selektem.
Re: Sinumerik 810D po wgraniu PLC i NC
: 31 lip 2020, 00:27
autor: cncautomatic
problem rozwiązany parametrem 20150(28) była 1 zmieniłem na 2 i odrazu pojawiło sie na pulpicie przy osi X fi i teraz mierzy srednicowo ,
pozdr