Strona 1 z 1
korekta zakresu ruchu
: 21 mar 2019, 20:26
autor: cero
Witam, ostatnio maszynka nam zwariowała i po naprawie jedzie ciut za daleko i wchodzi na krańcówki w X- i Y+ nie zatrzymując się na soft limit, co skutkuje odłączeniem zasilania napędów.
W druga stronę działa (zatrzymuje parę mm przed krańcówka i jest ok maszyna dalej jeździ.)
Kombinowałem tez z recznym przestawieniem pieska od bazy i krańcówek ale to nic nie dało.
Maszynka została kupiona bez jakiekolwiek instrukcji czy schematu.
jest to ARES - SEIKI TC-450 na sterowaniu Fanuc OM
Re: korekta zakresu ruchu
: 22 mar 2019, 17:10
autor: Piotrek211
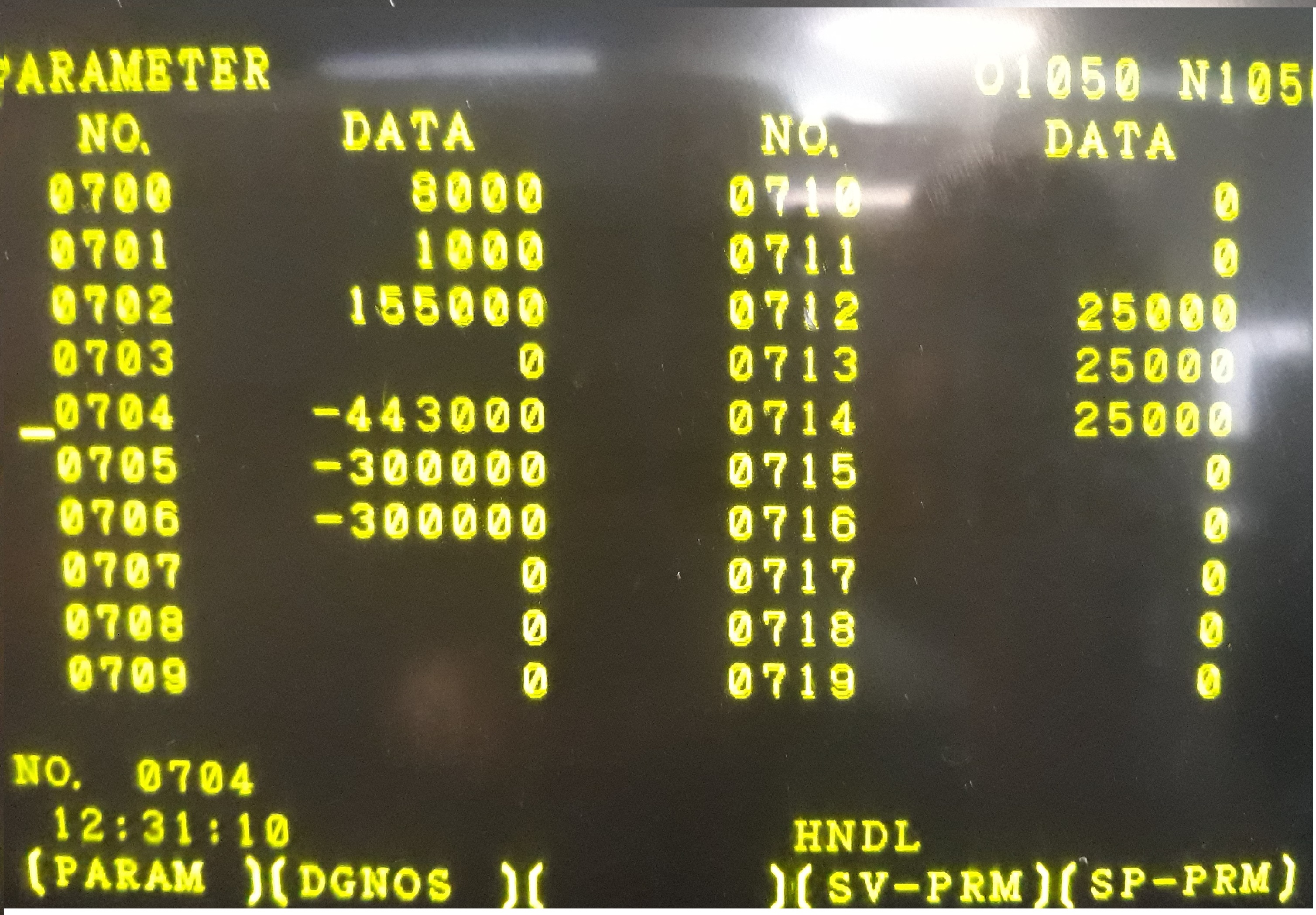
W OM limity przejazdów są dostępne w parametrach 700 - 703 (na plus) i 704 - 707 (na minus).
Y+ będzie pod nr 701 a, X- w 704. Tylko że jeśli po naprawie dzieje się tak jak opisałeś to znaczy, że zostały przesunięte punkty zerowe maszyny i może wystąpić problem także z automatyczną wymianą narzędzia ponieważ pozycja wymiany nie jest już w tym samym miejscu co wcześniej.
Nie wiem jak wygląda wymiana narzędzia na tej maszynie, ale warto mieć to na uwadze.
Pozdrawiam
Piotrek
Re: korekta zakresu ruchu
: 22 mar 2019, 22:23
autor: cero
Krancowki są mechaniczne wiec z wymiana będzie raczej ok bo tez nic przy niej ruszają nie było i zakres ruchu jest ok.
Zdejmowanie były tylko silniki od X i Y wraz z encoderem
W poniedziałek jeszcze sprawdzę ta wymiana dla pewności.
Dzięki za pomoc.
Re: korekta zakresu ruchu
: 25 mar 2019, 12:01
autor: cero
Ok teraz tak ;
Wymiana dziala bezproblemowo i zakres ruchu Z też.
Znalazłam parametry o jakich mówiłeś i był bym wdzięczny jak byś powiedział jeszcze jak je zmienić.
Próbowałem w trybie MDI ale nie chce się nic podmienić.
W nowszym 0i MD wiem że trzeba jeszcze zaznaczyć dozwoloną zmianę parametrów czego tu nie widziałem.
I jeśli byś mógł to opisz dokładnie jaki parametr jest od czego.
Re: korekta zakresu ruchu
: 25 mar 2019, 19:34
autor: Piotrek211
Parametry od limitu przejazdu masz po kolei zaczynając od 700, tzn.:
700 - soft limit X+
701 - soft limit Y+
702 - soft limit Z+
703 - soft limit A+
704 - soft limit X-
705 - soft limit Y-
706 - soft limit Z-
707 - soft limit A-
wartości podawane są w um.
Procedura zmiany parametrów:
1) w trybie MDI otwórz stronę z parametrami
2) zmień parametr PWE (parameter write enable) na 1 (wpisujesz 1 i zatwierdzasz INPUT'em)
3) pojawi się alarm nr 100 (chyba), kasujesz go wciskając jednocześnie CAN + RESET
4) zmieniasz parametr od limitu (wpisujesz nową wartość i INPUT)
5) jeśli jest OK to wracasz w PWE na 0
No i wiadomo... musisz mieć kluczyk w pozycji umożliwiającej edycję programów.
Dawno nie byłem przy Fanuc'u z serii O ale wydaje mi się że mniej więcej opisałem to tak jak powinno być.
Re: korekta zakresu ruchu
: 02 kwie 2019, 20:09
autor: cero
W koncu mialem czas sie zajac frezarka.
Opis pierwsza klasa.
Tylko dalej problem jest taki że mija mi Soft limity pomimo zmiany tych parametrów.