Zacząłem przygodę z automatem tokarskim Miyano bnf 16s z sterownikiem FANUC 21i-T już pierwsze wytoczone elementy za mną, ale mam pewien problem:
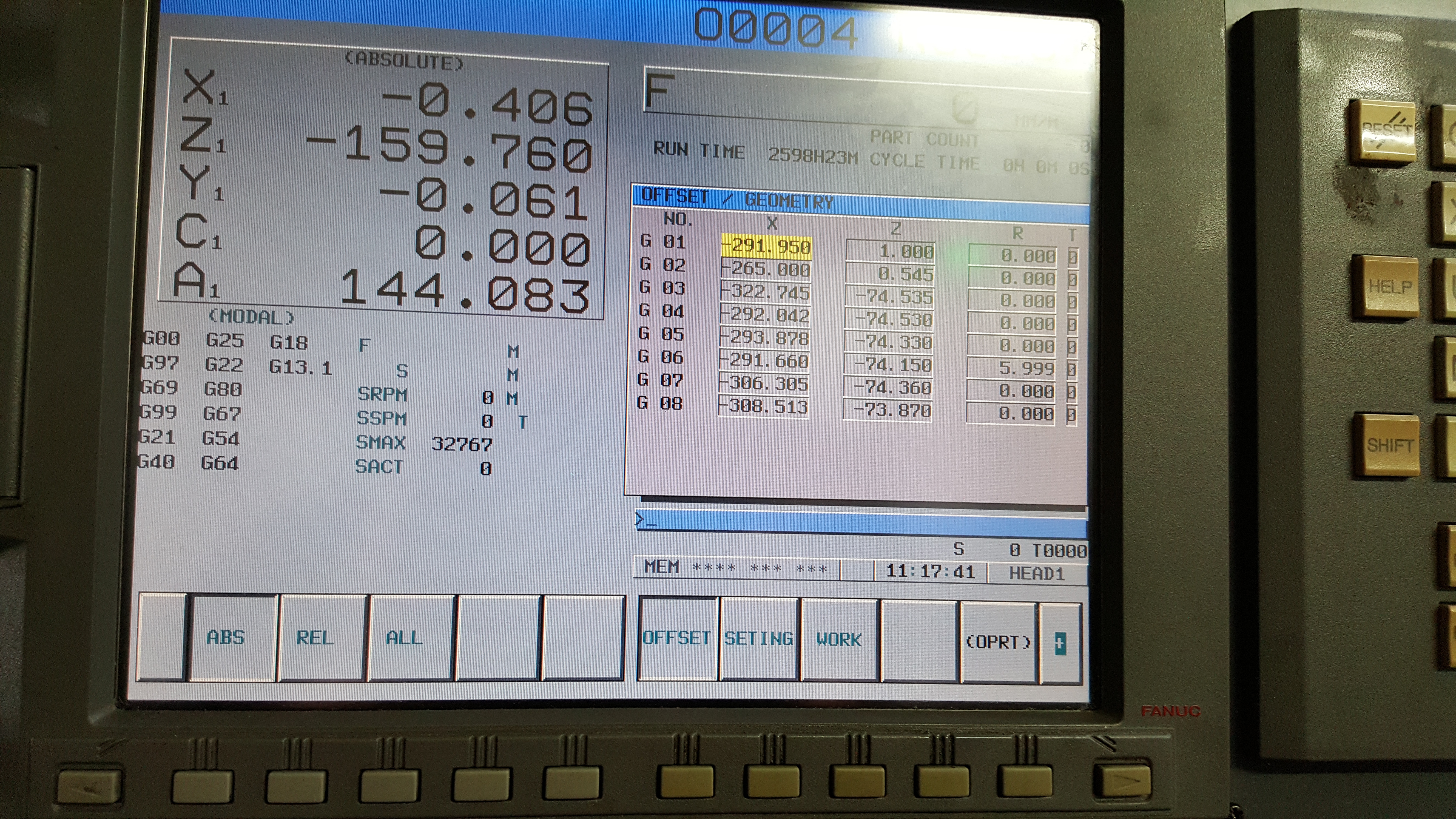
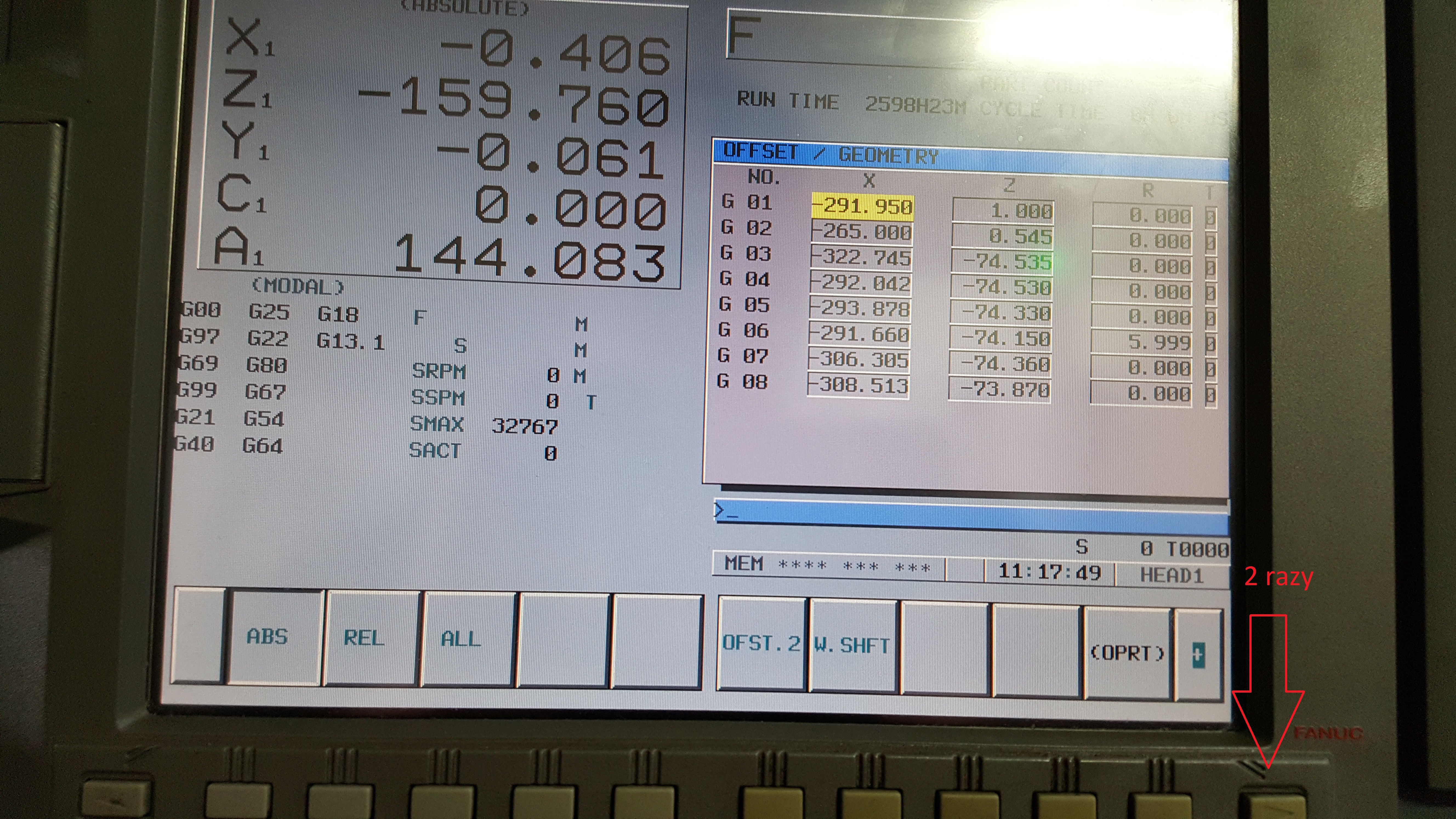
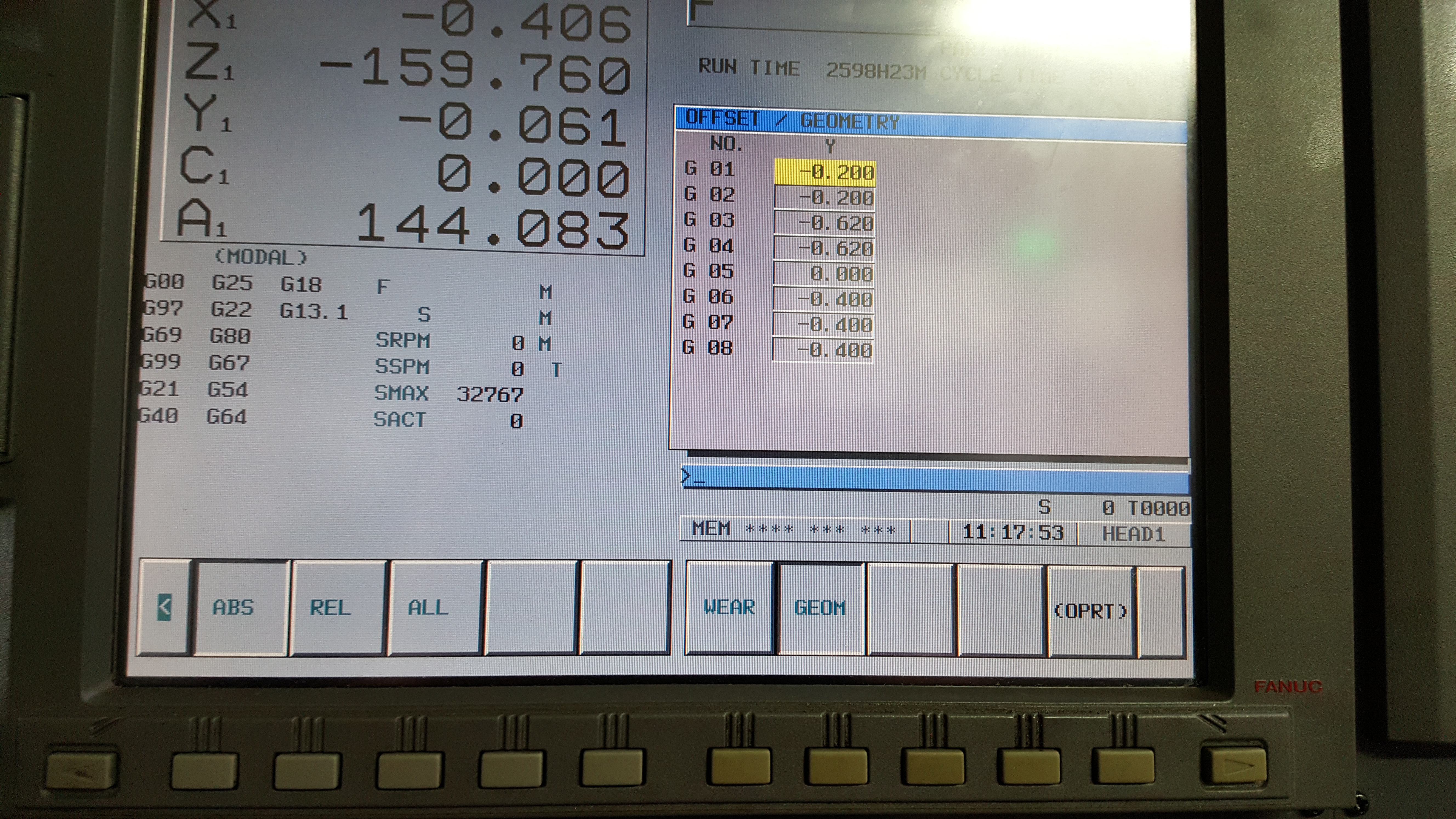
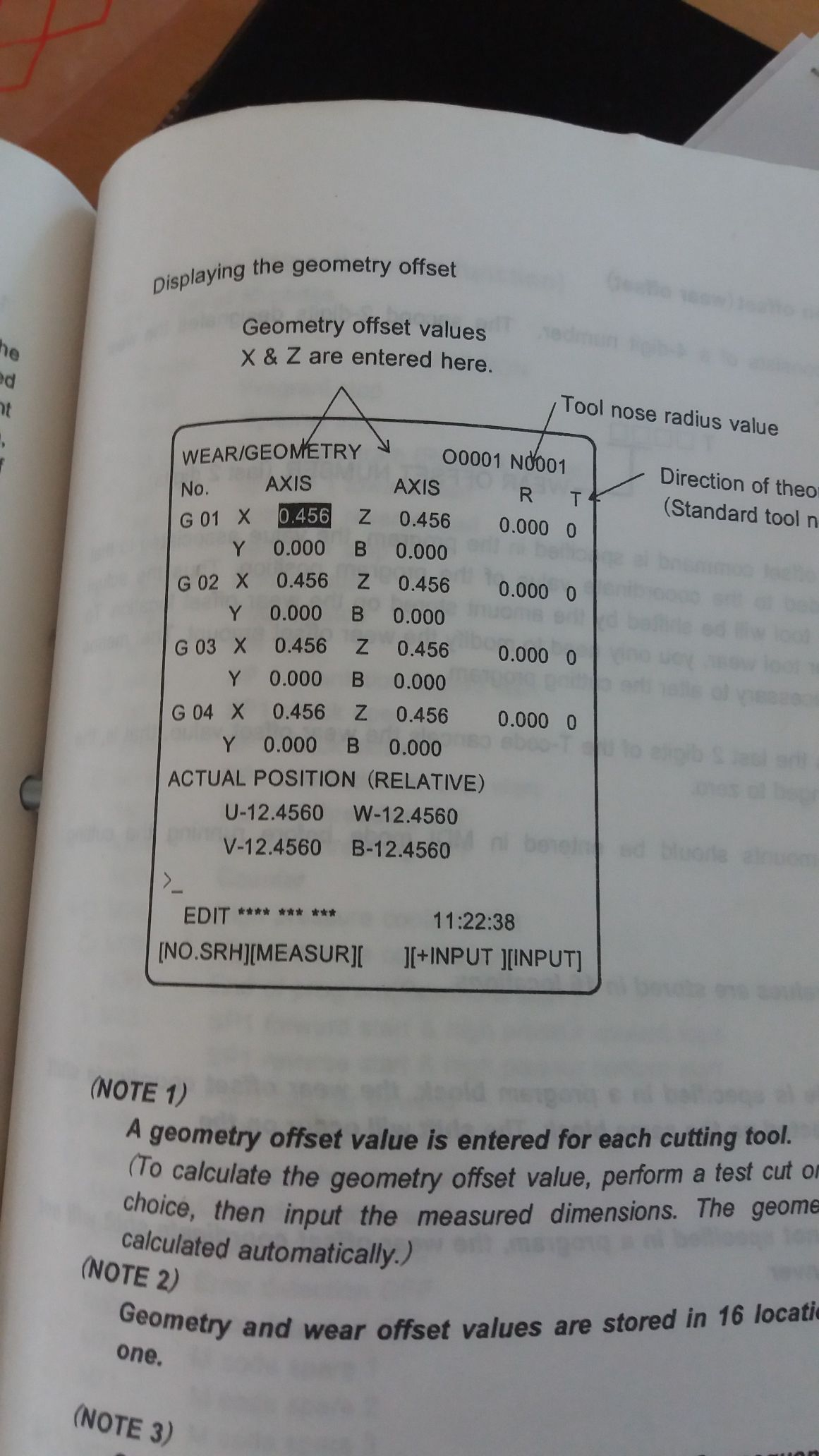
Narzędzia w magazynie po prawej stronie powinny mieć możliwość ustawienia geometrii i/lub korekcji w osi B oraz Y. A nie ma tego w ustawieniach - szukałem w instrukcjach i o dziwo - na papierze są, ale na ekranie już to menu wygląda inaczej.
Moja myśl była taka: może się nie da ustawić w osi B i Y - ale, one są już wprowadzone, bo przywołując narzędzie zmienia mi się układ współrzędnych.
Proszę o pomoc/radę, pozdrawiam
Michał
W załączniku przedstawiam porównanie tego co mam na ekranie operatorskim, a w instrukcji.
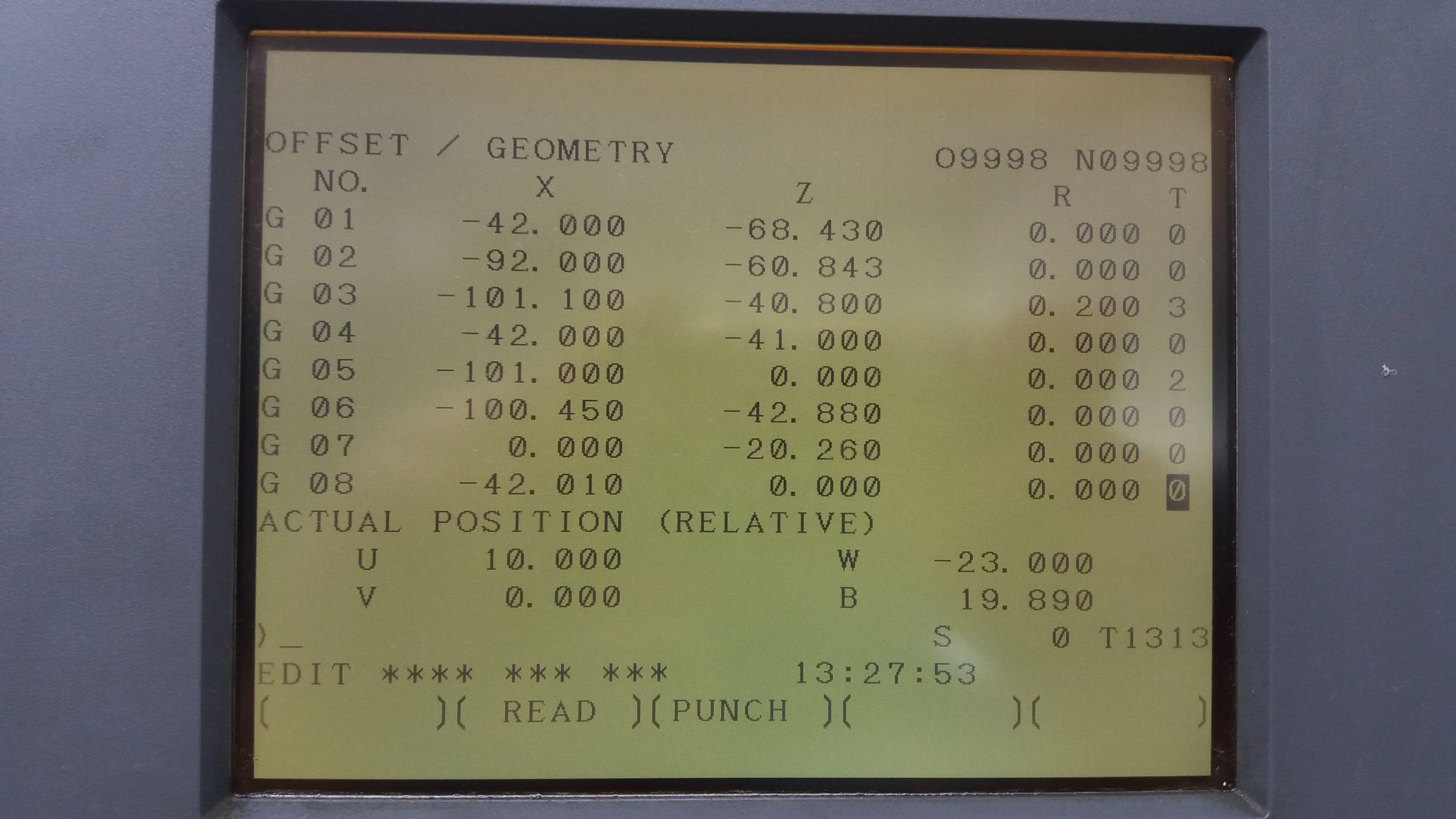


")