Mała podpowiedź
https://www.cnc.info.pl/topics83/fanuc- ... htm#417266
post Piro_man Wysłany: 2014-04-18, 04:26
Fanuc o m


-
Fanuc o m
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 20
- Posty: 20
- Rejestracja: 06 paź 2016, 15:59
- Lokalizacja: xxx
Psikus pisze:Mała podpowiedź
https://www.cnc.info.pl/topics83/fanuc- ... htm#417266
post Piro_man Wysłany: 2014-04-18, 04:26
Wpisalem to samo i poszlo ale jak wpisalem swoje współrzędne to nic z tego.
T1 m6
S2500 m3
G0 g90 g80 g40
G54 x0 y0
G43 h1 z50
G0 z5
G91 g1 z-1 x20 f200
M98 p0002 L 5
G90
G0
Z200
M5
M9
M30
Pod program
O0002
G91 g1 xo yo z-1 f200
G1x 20
M99
Przejdzie po osi x 20 i idzie do gory
-
Fanuc o m
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 20
- Posty: 20
- Rejestracja: 06 paź 2016, 15:59
- Lokalizacja: xxx
Psikus pisze:Mała podpowiedź
https://www.cnc.info.pl/topics83/fanuc- ... htm#417266
post Piro_man Wysłany: 2014-04-18, 04:26
Podstawilem swoje współrzędne i tak to wyglaada.
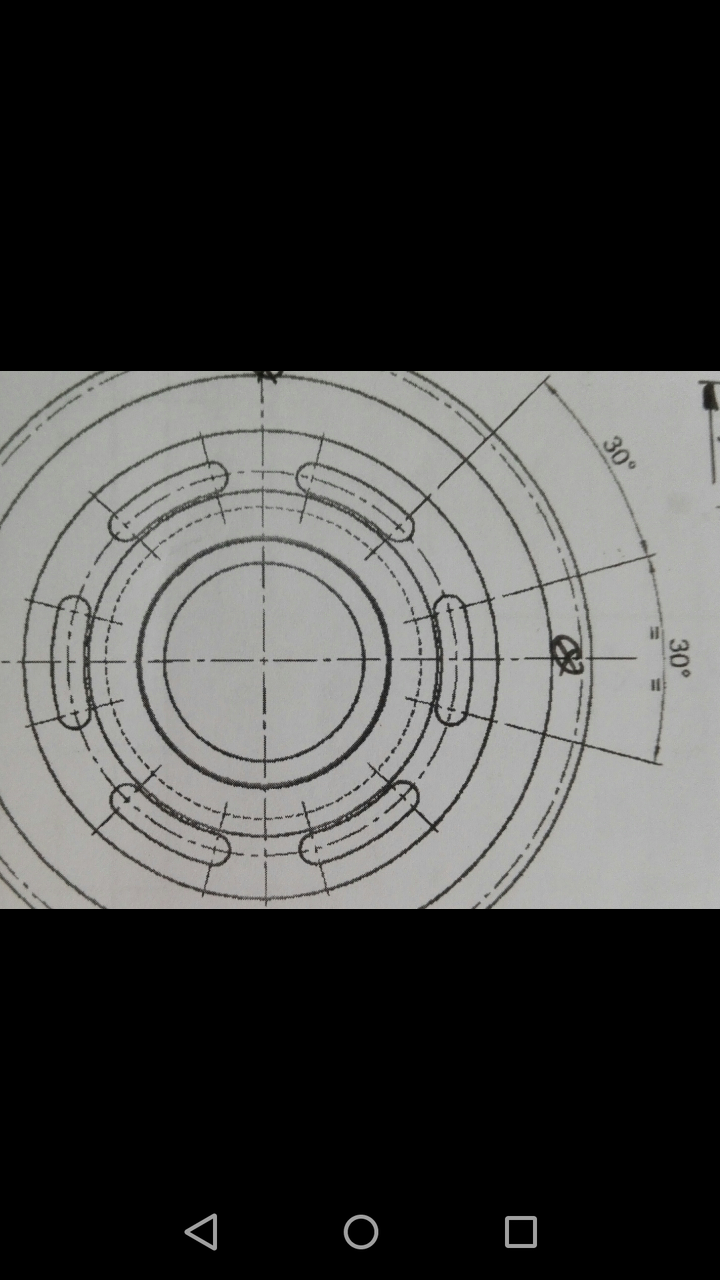
Ogolnie jest 6 fasolek w. W kaazdej bede wieecil wstepnie 2otwory zeby frez sie zaglebial. Fasolka. Szeroka 5,5 na promieniu 39 glebokosc 19-przelotowo
T1 M6
S2000 M3
G0 G90 G80 G40
G54 X25,577 Y25,577
G43H1 Z50
G0 Z5 M8
G1 Z-1 F400
G91 G2 X10.093 Y37.671 R39 F500
M98 P0002 L20
G90
G0 Z200
M5
M9
M30
PODPROGRAM
G91 G3 X25.577 Y25.577 R39 Z-2 F500
M99
czy tak.napisany program zaglegi sie w..pierwszym.punkcie na -1 przejwdzie do drugiego punktu zaglegi sie -1 i wroci do punkru pierwszwgo? Nie mam jak tego sprawdzic bo jestem w domu wiec Was pytam cY tak byloby okej.
-
Psikus
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 4
- Posty: 115
- Rejestracja: 21 mar 2011, 11:46
- Lokalizacja: TST
Nie będzie dobrze. Podajesz maszynie aby pojechała na G2 na jakąś pozycję , a później w podprogramie podajesz aby dwadzieścia razy wracała na pozycję startową.
Dodatkowo przy programowaniu przyrostowym G91 maszyna liczy od punktu w którym skończyła daną operację , wiec nie możesz podawać pozycji względem punktu zerowego G54 który jest gdzieś tam ustawiony.
Wrzuć jakiś szkic lub zdjęcie rysunku technicznego) tego co masz wykonać może ktoś kto ma większe doświadczenie pomoże . Przyznam się że nie programowałem w ten sposób jeszcze i nie chciałbym walnąć jakiegoś byka.
Dodatkowo przy programowaniu przyrostowym G91 maszyna liczy od punktu w którym skończyła daną operację , wiec nie możesz podawać pozycji względem punktu zerowego G54 który jest gdzieś tam ustawiony.
Wrzuć jakiś szkic lub zdjęcie rysunku technicznego) tego co masz wykonać może ktoś kto ma większe doświadczenie pomoże . Przyznam się że nie programowałem w ten sposób jeszcze i nie chciałbym walnąć jakiegoś byka.