



Jak ustawić parametry 5460 i 5461 chodzi o linear axis i rotary axis. Byłbym wdzięczny o wypowiedź kogoś kto już miał z tym do czynienia bo ja jeszcze tego nie przerobiłem u siebie w maszynie parametry wyżej wymienione mam na 0
[ Dodano: 2009-09-25, 16:03 ]
linear axis dałem na 1 (czyli oś X) a rotary dałem na 3 (czyli oś C) i dalej nic. Może coś źle programuje? Przykład programu może ktoś da rade rozszyfrować co może być nie tak?
M4 S1000 F0.1 T0404; (włączenie obrotów 1000 w lewo posów 0,1 narzędzie 4)
M50; (włączenie indeksowania osi C)
G0 X200 Z300 C0;
G12.1;
G1 X20 F0.1; (tu staje program i dalej ni hu hu nie ma alarmu, nic)
C20;
X-20;
C-20;
X20;
C0;
X200;
G13.1;
........
G12.1


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 7972
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: G12.1
spróbuj tak;seru22 pisze:Jak ustawić parametry 5460 i 5461 chodzi o linear axis i rotary axis. Byłbym wdzięczny o wypowiedź kogoś kto już miał z tym do czynienia bo ja jeszcze tego nie przerobiłem u siebie w maszynie parametry wyżej wymienione mam na 0
[ Dodano: 2009-09-25, 16:03 ]
linear axis dałem na 1 (czyli oś X) a rotary dałem na 3 (czyli oś C) i dalej nic. Może coś źle programuje? Przykład programu może ktoś da rade rozszyfrować co może być nie tak?
M4 S1000 F0.1 T0404; (włączenie obrotów 1000 w lewo posów 0,1 narzędzie 4)
M50; (włączenie indeksowania osi C)
G0 X200 Z300 C0;
G12.1;
G1 X20 F0.1; (tu staje program i dalej ni hu hu nie ma alarmu, nic)
C20;
X-20;
C-20;
X20;
C0;
X200;
G13.1;
........
M4 S1000 F0.1 T0404;
M50;
G0 X200 Z300 C0;
G12.1;
G98 G1 X20 F100.;
C20;
...
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
mophus
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 3
- Posty: 37
- Rejestracja: 18 paź 2007, 22:08
- Lokalizacja: Wągrowiec
przykłady
T0404
G98
G18
M45
G28 C0
M114 S2000
G0 X120 Z-3
G12.1
G42
G1 X50 F150
C25
X-50
C-25
X50
C0
G40
X13.1
G0 X120
M5
M46
Z50
M30
T0404
G98
M123
M118
G28 C0
S2000 M3
G12.1
G42
G1 X50 F150
C25
X-50
C-25
X50
C0
G40
X13.1
G0 X120
M5
M124
Z50
M30
sprawdź te przykłady... m kody różnią się w zależności od maszyny... sprawdź w instrukcji maszyny. upewnij się że masz obroty narzędzia w prawidłową stronę(oprawki proste mają czasami inny kierunek obrotów niż oprawki kątowe przy tym samym programie,bo mają przekładnie )
Najpierw załączasz napędzane narzędzia a potem obroty. wg mnie brakuje ci jednego m kodu jeszcze
http://www.pmtcnc.com/Tips%20and%20Tric ... sample.pdf
G98 odwołuje G96 i G97, więc posługujesz się posuwem mm/m, możesz użyć g97 wtedy posuw na obrót.
T0404
G98
G18
M45
G28 C0
M114 S2000
G0 X120 Z-3
G12.1
G42
G1 X50 F150
C25
X-50
C-25
X50
C0
G40
X13.1
G0 X120
M5
M46
Z50
M30
T0404
G98
M123
M118
G28 C0
S2000 M3
G12.1
G42
G1 X50 F150
C25
X-50
C-25
X50
C0
G40
X13.1
G0 X120
M5
M124
Z50
M30
sprawdź te przykłady... m kody różnią się w zależności od maszyny... sprawdź w instrukcji maszyny. upewnij się że masz obroty narzędzia w prawidłową stronę(oprawki proste mają czasami inny kierunek obrotów niż oprawki kątowe przy tym samym programie,bo mają przekładnie )
Najpierw załączasz napędzane narzędzia a potem obroty. wg mnie brakuje ci jednego m kodu jeszcze
http://www.pmtcnc.com/Tips%20and%20Tric ... sample.pdf
G98 odwołuje G96 i G97, więc posługujesz się posuwem mm/m, możesz użyć g97 wtedy posuw na obrót.
-
KAPI
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 1
- Posty: 16
- Rejestracja: 17 lut 2009, 17:34
- Lokalizacja: RAWICZ
zwróć uwagę czy aby program nie idzie z prędkością jaką zapisałeś ( 0.1 na minute)
parametry zostaw w spokoju bo jak poprzestawiasz to możesz nie dojść do ładu.
większość parametrów jest pisanych w układach jedynkowych ( 100111010001).
na moje to brakuje Ci w programie G98 pod warunkiem że enkoder masz sprawny
parametry zostaw w spokoju bo jak poprzestawiasz to możesz nie dojść do ładu.
większość parametrów jest pisanych w układach jedynkowych ( 100111010001).
na moje to brakuje Ci w programie G98 pod warunkiem że enkoder masz sprawny
-
MarcinCrown
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 4
- Rejestracja: 09 gru 2008, 23:37
- Lokalizacja: Polska
Witam
dla przykładu dokładam program na frezowanie sześciokąta , takiego pod klucz 30
M35
G00 G98 G97 T0202
M33 S3000
G28 H0
X80. Z-7. C0.
F450 M8
G12.1
G01 G41 C0 X40.99
C-17.75 X20.5
X -20.5
C0. X-40.99
C17.75 X-20.5
X20.5
C0. X40.99
G40
G13.1
G00 X80. C0.
M9
G00 Z300. M5 S100
sprawdzone , działa . wcześniej toczysz średnice fi 41 .
dla przykładu dokładam program na frezowanie sześciokąta , takiego pod klucz 30
M35
G00 G98 G97 T0202
M33 S3000
G28 H0
X80. Z-7. C0.
F450 M8
G12.1
G01 G41 C0 X40.99
C-17.75 X20.5
X -20.5
C0. X-40.99
C17.75 X-20.5
X20.5
C0. X40.99
G40
G13.1
G00 X80. C0.
M9
G00 Z300. M5 S100
sprawdzone , działa . wcześniej toczysz średnice fi 41 .
-
seru22
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 3
- Posty: 81
- Rejestracja: 16 sty 2009, 16:01
- Lokalizacja: Tychy
sprawdzę bo pewnie chodzi o te G98 w moim przypadku G94 ( mam kody G z grupy B czy jak to się mówi) dam znać jak sprawdzę gdyż chwilowo nie mam dostępu do tej tokarki.
Tak z innej beczki wie ktoś jak się zmienia tą grupę kodów G z na przykład B na grupę A (gdzieś w parametrach się ustawia?)
[ Dodano: 2010-02-18, 18:29 ]
Okazało się że zatarł się napęd narzędzia w głowicy. Teraz już śmiga ale widzę też ze wcześniej nie miałem nawet M23 do włączenia narzędzi obrotowych:P
Poza tym linear axis ma być na 1 (czyli oś X) a rotary na 3 (czyli oś C) inaczej nie pójdzie
Tak z innej beczki wie ktoś jak się zmienia tą grupę kodów G z na przykład B na grupę A (gdzieś w parametrach się ustawia?)
[ Dodano: 2010-02-18, 18:29 ]
Okazało się że zatarł się napęd narzędzia w głowicy. Teraz już śmiga ale widzę też ze wcześniej nie miałem nawet M23 do włączenia narzędzi obrotowych:P
Poza tym linear axis ma być na 1 (czyli oś X) a rotary na 3 (czyli oś C) inaczej nie pójdzie
-
adrian.gabryś
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 12
- Posty: 12
- Rejestracja: 02 sty 2019, 12:14
G12.1 fanuc frezowanie na tokarce za pomoca XC
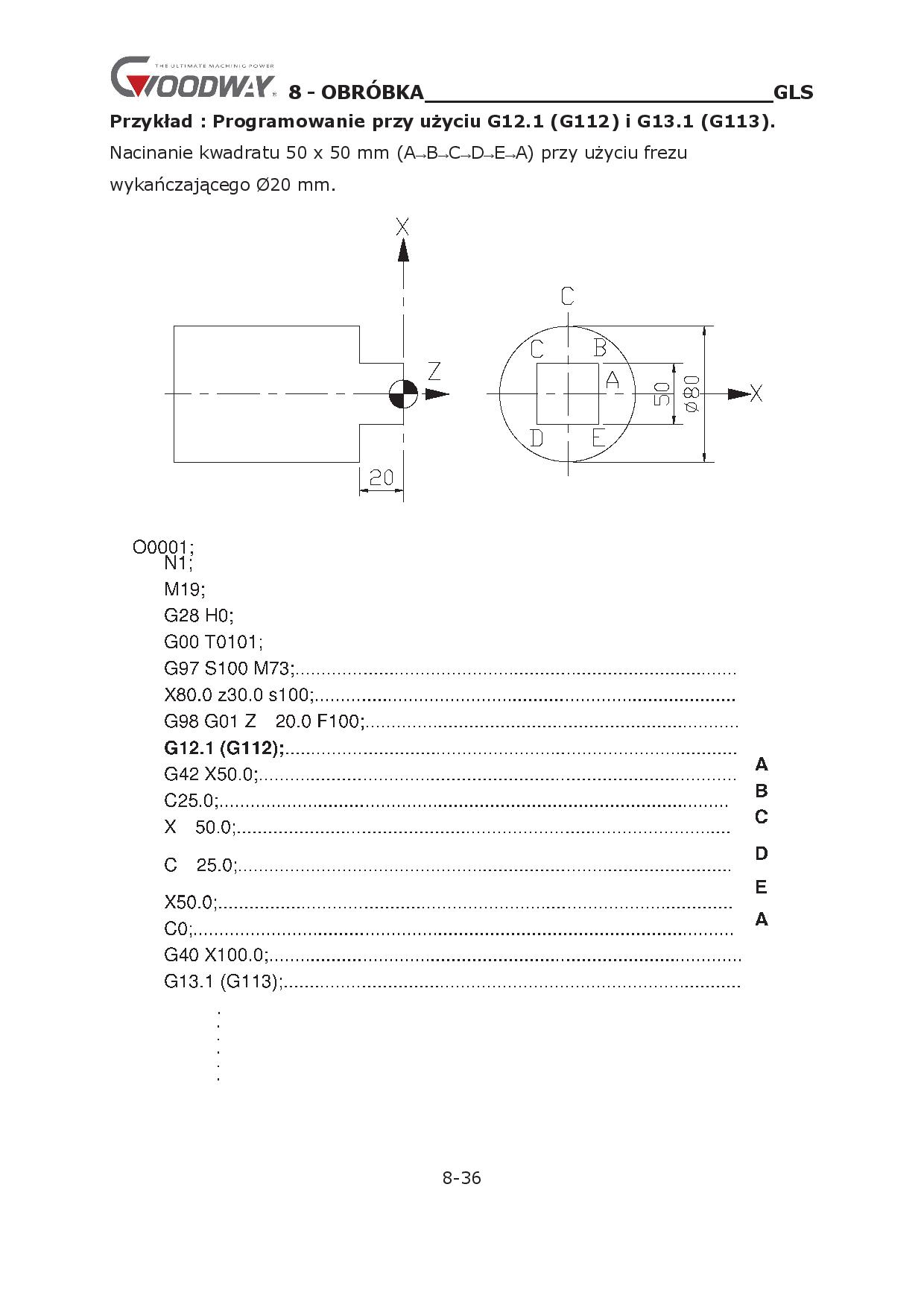
Witam. Duzo sie naczytalem na temat frezowania na tokarce. U nas w firmie ktos kiedys napisal przefrezowanie plaszczyzny za pomoca manual guide- efektem jest to ze tokarka zanim zrobi to pozadane przefrezowanie wykona multum ruchow w powietrzu. Chcialem sie nauczyc frezowac w g kodach. Przeczytalem mase poradnikow i problemow rowniez na tym forum i zrozumialem juz jak to sie robi. Jednak nie wiem dlaczego nie wychodza mi takie wymiary jakie powinny. Chcialbym aby ktos mi powiedzial co robie zle. Wiem ze funkcja g12.1 przeksztalca mi w uklad kartezjanski (czyli taki ktory jest na frezarce). Moim glownym naprowadzeniem byla ta instukcja:
Powiedzmy ze mam walek o srednicy 10mm i chce zrobic przefrezowanie na srednice fi7 mm pod klucz z dwoch stron.
Moj g-code
(frez10)
M34
G28 C0
M35
M3S1000P12
G0 X20 Z-10
G12.1
G42 X7 (tu mam pierwsze pytanie- dlaczego dojezdza mi w samej osi X skoro mam
zalaczone g12.1, nie powinno sie obracac rownoczesnie dojezdzajac?)
C3.571 (wyliczylem sobie wysokosc przefrezowania/2)
G40 X20
G13.1
G28C0
C180
G12.1
G42X7
C3.3571
G40X20
G code jest nie pelny tam pomijam posuw na minute itp bo nie o to mi chodzi.
Co robie zle?
Zeby przefrezowac kwadrat wedlug tego poradnika to mi wychodzi ladnie na symulacji. Gorzej jak mam wlasnie taka plaszczyzne do przefrezowania. Tak jakby ta kompensacja dziwnie mi wyliczala. Chyba ze przy pisaniu g code trzeba uwzglednic wysokosc freza? No ale w tym poradniku nie jest uwzgledniona. Swoja droga probowalem raz to napisac uwzgledniajac promien freza w g codach i tez nie wychodzilo- robil przefrezowanie duzo nizej niz powinien.
Pozdrawiam i czekam na odpowiedzi.
Powiedzmy ze mam walek o srednicy 10mm i chce zrobic przefrezowanie na srednice fi7 mm pod klucz z dwoch stron.
Moj g-code
(frez10)
M34
G28 C0
M35
M3S1000P12
G0 X20 Z-10
G12.1
G42 X7 (tu mam pierwsze pytanie- dlaczego dojezdza mi w samej osi X skoro mam
zalaczone g12.1, nie powinno sie obracac rownoczesnie dojezdzajac?)
C3.571 (wyliczylem sobie wysokosc przefrezowania/2)
G40 X20
G13.1
G28C0
C180
G12.1
G42X7
C3.3571
G40X20
G code jest nie pelny tam pomijam posuw na minute itp bo nie o to mi chodzi.
Co robie zle?
Zeby przefrezowac kwadrat wedlug tego poradnika to mi wychodzi ladnie na symulacji. Gorzej jak mam wlasnie taka plaszczyzne do przefrezowania. Tak jakby ta kompensacja dziwnie mi wyliczala. Chyba ze przy pisaniu g code trzeba uwzglednic wysokosc freza? No ale w tym poradniku nie jest uwzgledniona. Swoja droga probowalem raz to napisac uwzgledniajac promien freza w g codach i tez nie wychodzilo- robil przefrezowanie duzo nizej niz powinien.
Pozdrawiam i czekam na odpowiedzi.






