WZÓR pisze:Sugeruję cykl G32
Na przykład tak

% (FANUC TYP A)
O0500 (Gwintowanie po stożku o skoku gwintu: 6)
(Start narzędzia od strony konika)
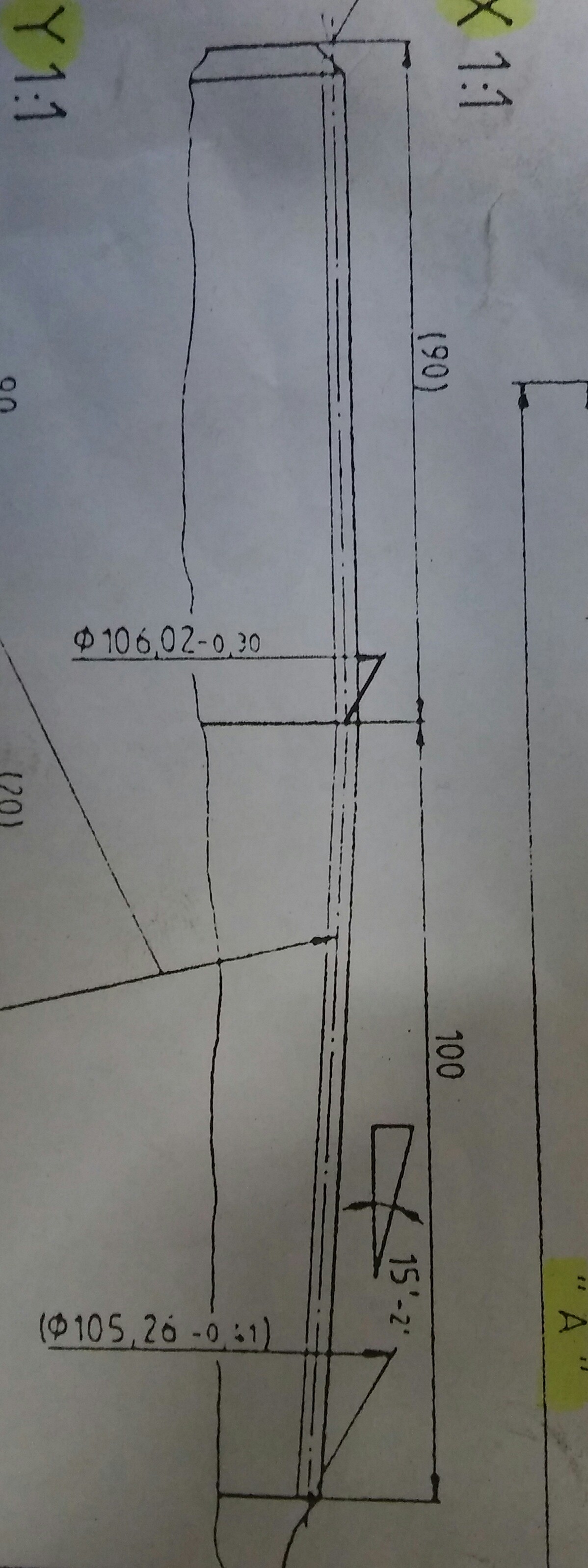
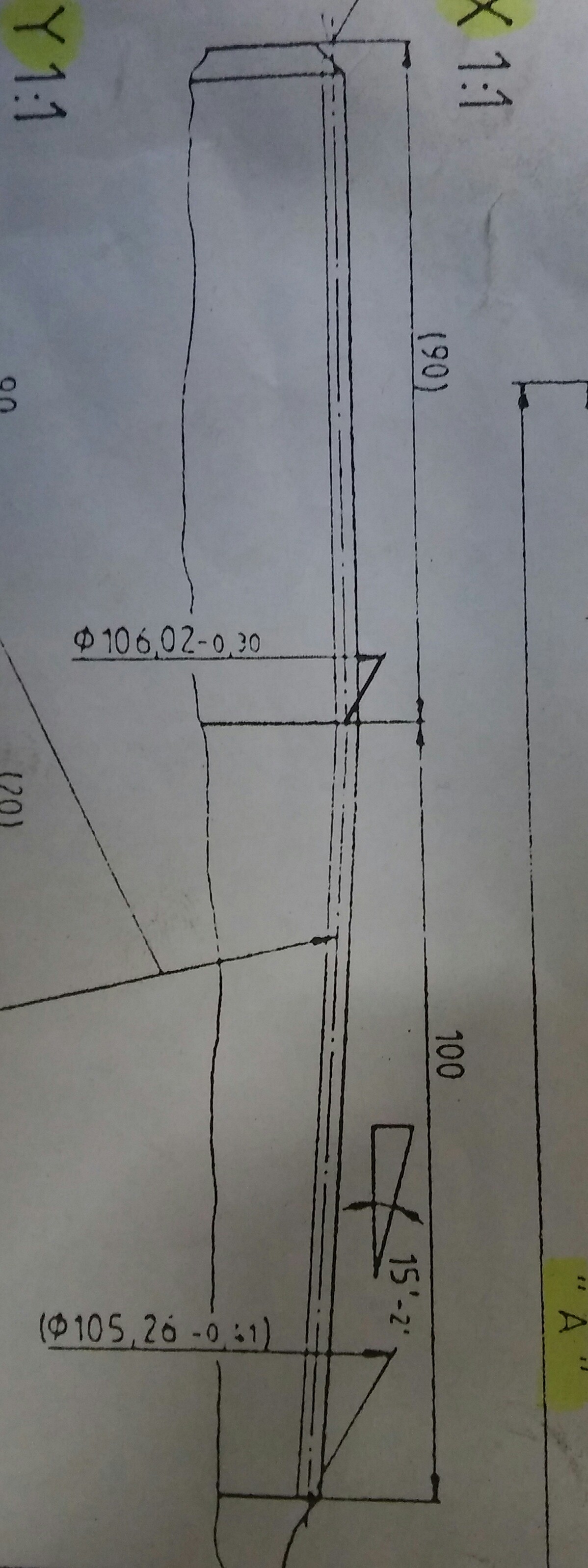
(Średnica wejścia to: 109.18562 mm)
(Średnica wyjścia to: 110 mm)
(Długość powierzchni gwintowanej to: 190 mm)
(Kąt powierzchni gwintu to: 0.233)
(Dobieg to: 2 mm)
(Zagłębienie to: 3.681 mm)
(Ilość przejść to: 14)
(Naddatek pod ostatnie przejście to: 0.01 mm)
G50 S2500
T0303
G97 S500 M4
G0 X118 Z2 M8
G1 X107.981 F1
G32 X108.812 Z-100 F6 Q0 (1-Przejście)
G32 X108.812 Z-192 F6 Q0
G0 X119
G0 Z2
G1 X107.147 F1
G32 X107.978 Z-100 F6 Q0 (2-Przejście)
G32 X107.978 Z-192 F6 Q0
G0 X118
G0 Z2
G1 X106.301 F1
G32 X107.132 Z-100 F6 Q0 (3-Przejście)
G32 X107.132 Z-192 F6 Q0
G0 X117
G0 Z2
G1 X105.653 F1
G32 X106.484 Z-100 F6 Q0 (4-Przejście)
G32 X106.484 Z-192 F6 Q0
G0 X116
G0 Z2
G1 X105.105 F1
G32 X105.936 Z-100 F6 Q0 (5-Przejście)
G32 X105.936 Z-192 F6 Q0
G0 X116
G0 Z2
G1 X104.623 F1
G32 X105.454 Z-100 F6 Q0 (6-Przejście)
G32 X105.454 Z-192 F6 Q0
G0 X115
G0 Z2
G1 X104.187 F1
G32 X105.018 Z-100 F6 Q0 (7-Przejście)
G32 X105.018 Z-192 F6 Q0
G0 X115
G0 Z2
G1 X103.787 F1
G32 X104.618 Z-100 F6 Q0 (8-Przejście)
G32 X104.618 Z-192 F6 Q0
G0 X115
G0 Z2
G1 X103.413 F1
G32 X104.244 Z-100 F6 Q0 (9-Przejście)
G32 X104.244 Z-192 F6 Q0
G0 X114
G0 Z2
G1 X103.063 F1
G32 X103.894 Z-100 F6 Q0 (10-Przejście)
G32 X103.894 Z-192 F6 Q0
G0 X114
G0 Z2
G1 X102.733 F1
G32 X103.564 Z-100 F6 Q0 (11-Przejście)
G32 X103.564 Z-192 F6 Q0
G0 X114
G0 Z2
G1 X102.417 F1
G32 X103.248 Z-100 F6 Q0 (12-Przejście)
G32 X103.248 Z-192 F6 Q0
G0 X113
G0 Z2
G1 X102.115 F1
G32 X102.946 Z-100 F6 Q0 (13-Przejście)
G32 X102.946 Z-192 F6 Q0
G0 X113
G0 Z2
G1 X101.827 F1
G32 X102.658 Z-100 F6 Q0 (14-Przejście)
G32 X102.658 Z-192 F6 Q0
G0 X113
G0 Z2
G1 X101.807 F1
G32 X102.638 Z-100 F6 Q0 (Ostatnie przejście wykańczające)
G32 X102.638 Z-192 F6 Q0
G0 X113
G0 Z2
G0 G28 U0
G0 G28 W0 T0 M5
M9
M99
{kind=link}