



witam forumowiczow
chcialbym sie dowiedziec jak bedzie wygladal program na gwintowanie sztywne na okumie lb 15 czy ktos by mugl by napisac
gwint do wykonania TO M10X1.5 GŁEBOKOSC GWINTU 51MM maszyna to okuma lb15 94 rok
gwintowanie na okuma lb15
-
jasiekxtr1987
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 3
- Posty: 38
- Rejestracja: 09 sty 2014, 19:39
- Lokalizacja: dębica


-
jasiekxtr1987
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 3
- Posty: 38
- Rejestracja: 09 sty 2014, 19:39
- Lokalizacja: dębica
-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 310
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
-
jasiekxtr1987
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 3
- Posty: 38
- Rejestracja: 09 sty 2014, 19:39
- Lokalizacja: dębica
-
MacGregor
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 254
- Rejestracja: 12 wrz 2006, 20:14
- Lokalizacja: Białystok
Nie chcę być złym prorokiem ale raczej bez oprawki się nie obejdzie.jasiekxtr1987 pisze:STEROWANIE OSP 5020
[ Dodano: 2016-01-30, 23:15 ]
CZY TRZEBA UZYC OPRAWKI KOMPENSACYJNEJ CZY NA SZTYWNO POJDZIE M10 W STALI NIERDZEWNEJ?
Gwintownik skrętny i raczej z powłoką do (nierdzewki czy kwasówki? bo jest różnica).
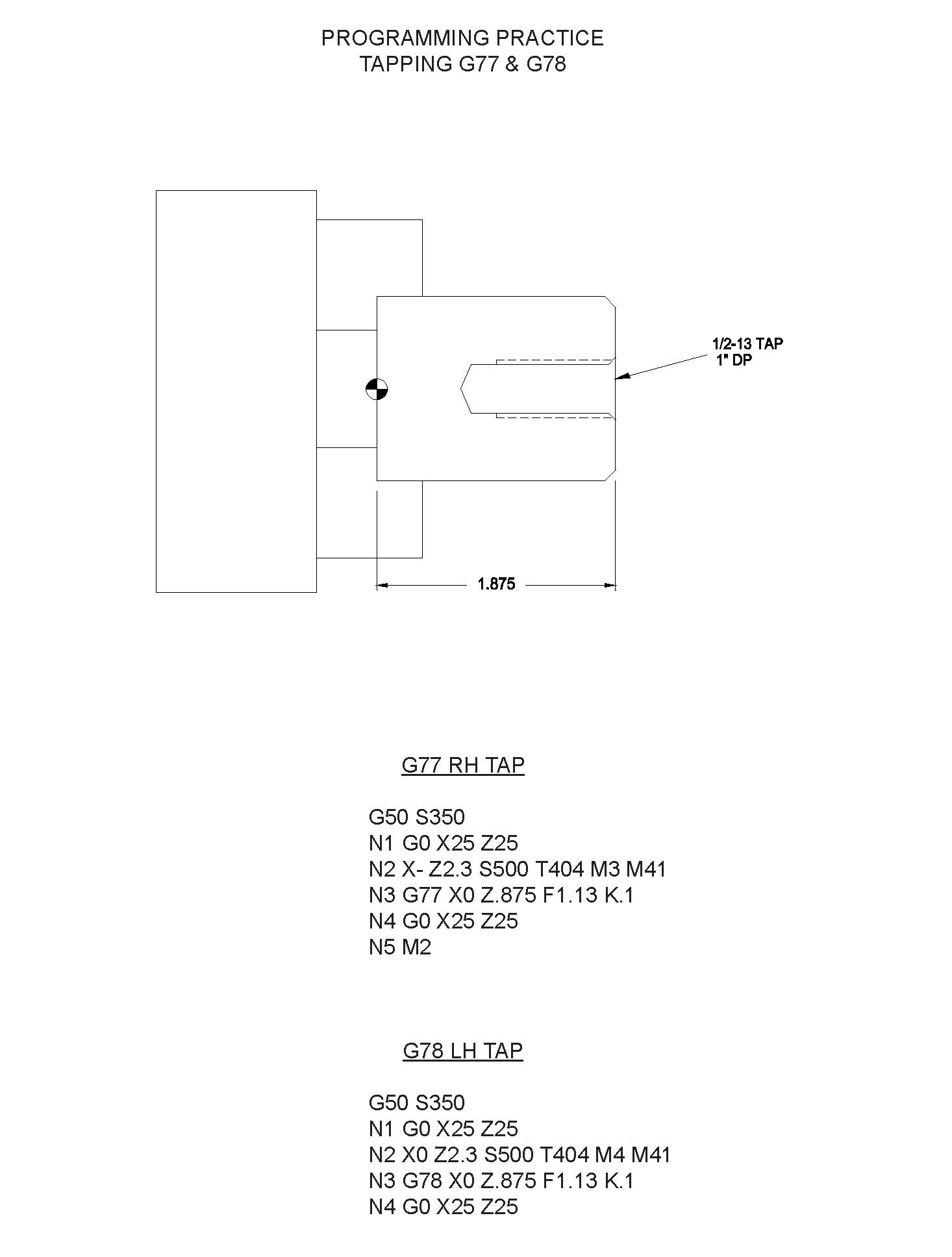
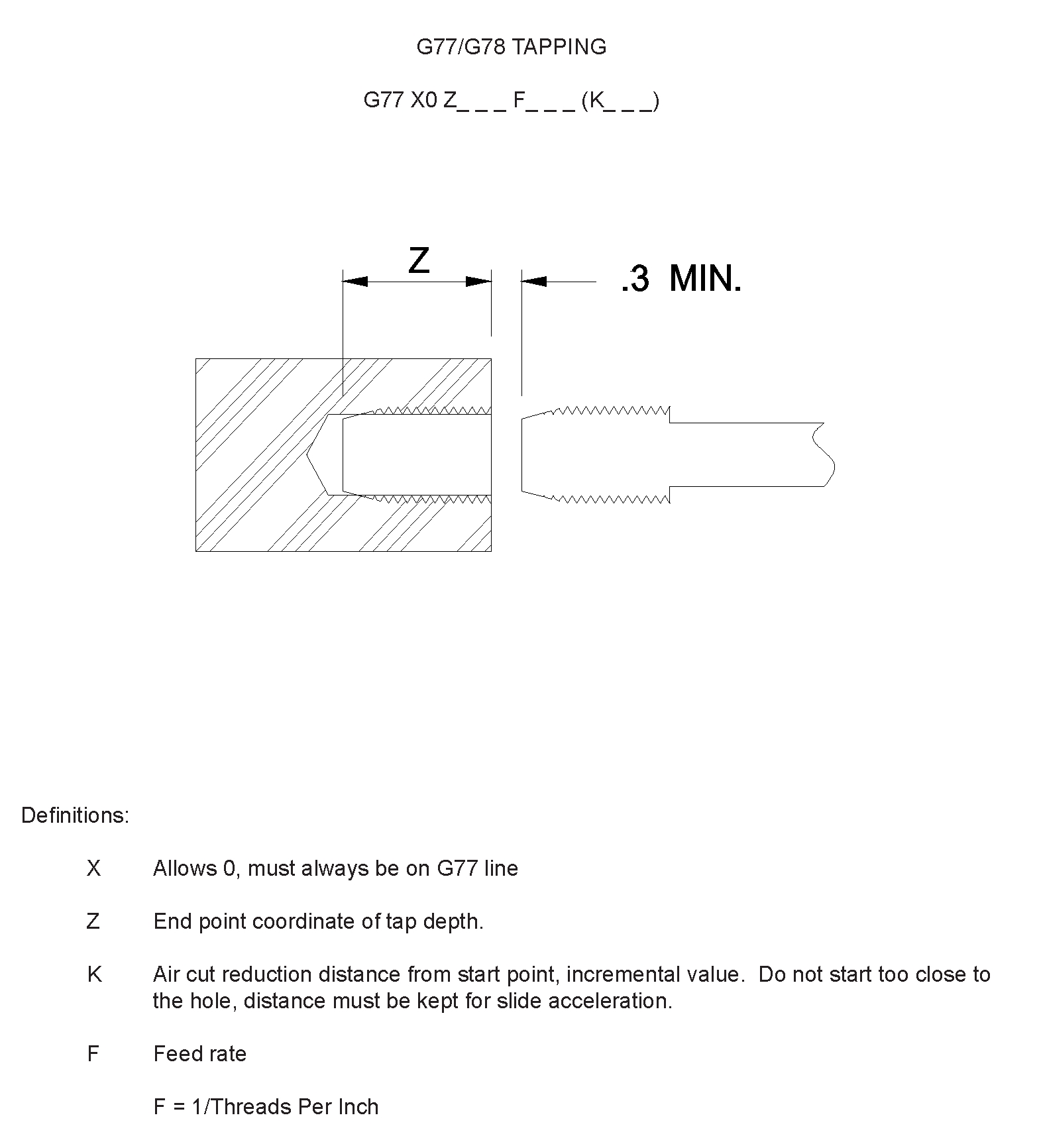
G77 prawy. G78 lewy X0 (musi być 0) Z (tutaj głębokość gwintowania) K (dodatkowy dojazd w osi Z) F skok gwintu
Jeśli chodzi o parametr K to np.(załóżmy Z0 na czole detalu)
G00 X0 Z10 (dojazd narzędziem)
G77 X0 Z-25 K8 F1.5 (K8 czyli cykl rozpocznie i zakończy się 2mm przed czołem)
POZDRAWIAM






