



Witam. Pracuję na tokarce na sterowaniu Fanuc 32i i cykl G83 nie działa tak jak powinien. Zapis:
T1111;
G97 S2200 M3;
G0 X0 Z2.;
G83 Z-30. Q2000 F.03 M8;
G80;
G0 Z150.;
G0 X200. M9;
M5;
;
Wiercąc maszyna zachowuje się identycznie jak przy cyklu G74, czyli co 2mm cofa się o 0,5mm i łamie wiór zamiast po każdym przejściu wychodzić przed materiał. Próbowałem również zapisać parametr R2. to wówczas maszyna stojąc na Z2. cofnęła się do Z4. i dalej wierciła jak w G74. Co jest nie tak? Proszę o pomoc. Typ kodów A.
G83 problem


-
mariusz123a
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 201
- Rejestracja: 14 cze 2011, 22:05
- Lokalizacja: ...
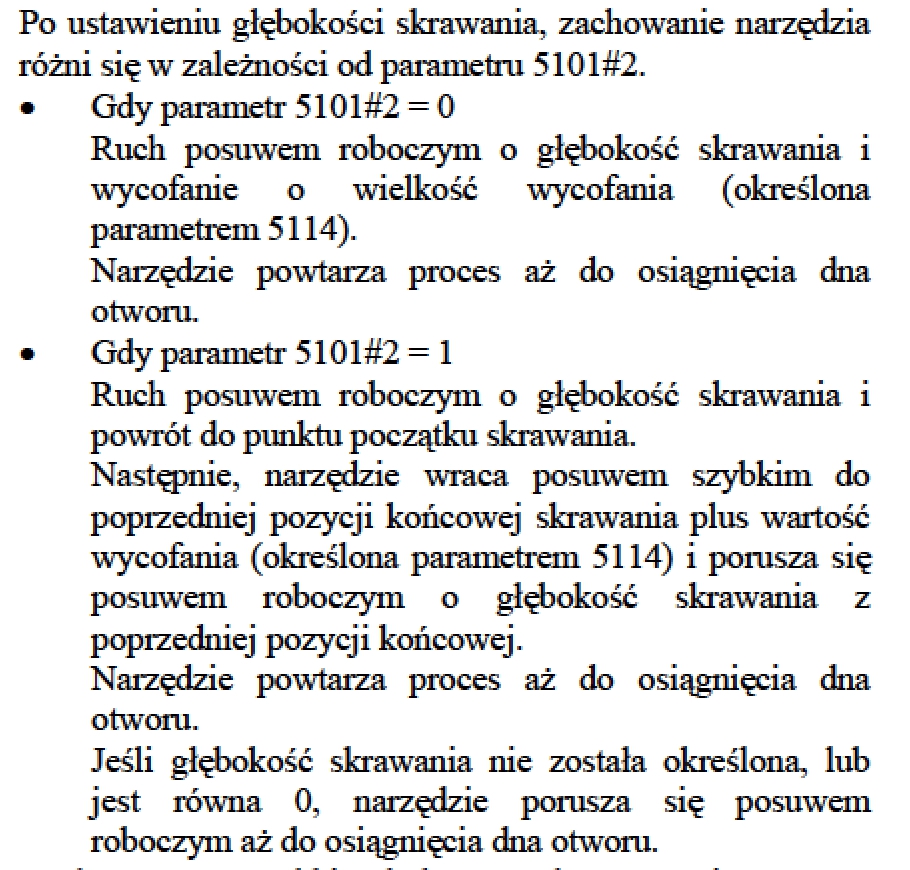
Sprawdź jaką masz wartość w parametrze 5101#2
Prawdopodobnie masz tam 0, jak zmienisz na 1 to powinna wyjeżdżać nad materiał.
Teraz wycofuję się o wartość z parametru 5114, czyli 0.5mm. Po zmianie parametru będzie wyjeżdżało na zewnątrz i wracało do pozycji ostatniego zagłębienia narzędzia plus wartość z parametru 5114.
Prawdopodobnie masz tam 0, jak zmienisz na 1 to powinna wyjeżdżać nad materiał.
Teraz wycofuję się o wartość z parametru 5114, czyli 0.5mm. Po zmianie parametru będzie wyjeżdżało na zewnątrz i wracało do pozycji ostatniego zagłębienia narzędzia plus wartość z parametru 5114.
-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
Dobrze kolega mówi a tu jest instrukcja
- Załączniki
-
- Turn Mate i Instrukcja Operatora [B-64254PL_05].pdf
- (2.81 MiB) Pobrany 820 razy
Albercik
-
mariusz123a
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 201
- Rejestracja: 14 cze 2011, 22:05
- Lokalizacja: ...
-
Robodrill CNC
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 2
- Rejestracja: 01 lut 2016, 09:52
- Lokalizacja: Ukta
G83
Witam ja też pracuje na fanuc 32. To co maszyna u ciebie zrobiła ,czyli ustaliłeś Z2(pozycja startowa do wiercenia ) i podałeś w G83 parametr R2 to pojechała na z4 bo parametr R w G83 jest trochę dziwny i działa od pozycji w której się znajdujesz .Prościej mówiąc można przyliczyć dzwona bo ona liczy sobie te R od twojej pozycji startowej (Z2) w G0 oczywiście jeżeli napisał byś R20 to pojedzie na Z 22 i od tego momentu by zaczęła wiercić .Pół biedy jak napiszesz w plusie , nic się nie stanie jeśli masz dużo miejsca. Pisząc bezpiecznie
T1111;
G97 S2200 M3;
G0 X0 Z150.;
G83 X0 Z-30.R-145 Q2000 F0.3 M8;
G80;
G0 Z150.;
G0 X200. M9;
M5;
Teraz maszyna podjedzie ci w G0 na Z5 i zacznie cyk z twoim posuwem F0.3 Pozdrawiam
T1111;
G97 S2200 M3;
G0 X0 Z150.;
G83 X0 Z-30.R-145 Q2000 F0.3 M8;
G80;
G0 Z150.;
G0 X200. M9;
M5;
Teraz maszyna podjedzie ci w G0 na Z5 i zacznie cyk z twoim posuwem F0.3 Pozdrawiam
-
mariusz123a
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 201
- Rejestracja: 14 cze 2011, 22:05
- Lokalizacja: ...






