



pomoc przy starcie maszyny
-
jatoch
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 112
- Rejestracja: 25 wrz 2007, 08:25
- Lokalizacja: z miasta
pomoc przy starcie maszyny
Witam, mam do ustawienia, przygotowania do pracy frezarkę pracującą na fanuc 21i mb. Szczerze powiem, że cała moja dotychczasowa praktyka to jedynie tokarki i do tego pracujące z manual guide. Włożyłem kilka narzędzi do magazynu i nie za bardzo mam pojęcie jak je ustawić, kilka lat temu, operator pokazywał mi jak ustawiać narzędzia za pomocą czujnika zegarowego,.. cóż zapomniałem. Czy ktoś z Was widział w internecie jakieś materiały szkoleniowe, które mógłbym wykorzystać w ustawianiu narzędzi, będę bardzo wdzięczny za jakąkolwiek pomoc.
Tagi:


-
MoldMichal
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 307
- Rejestracja: 03 mar 2012, 12:04
- Lokalizacja: Częstochowa
witam.. mam troszkę nowsze sterowanie ale może coś pomogę..
mi w zegary bawić się nie chce
podjedz wrzecionem na cos szlifowanego (np stała szczeka imadła), i wpasuj tam ciasno płytkę wzorcową ( u mnie jest to 100. ), przechodzisz do pozycji - wszystkie- oprc - zero - w.osie .
po zerowaniu podjedz wrzecionem w gore , wsadź narzędzie i dojedz tez do tej samej płytki wzorcowej w tym samym pkt bazowym ..
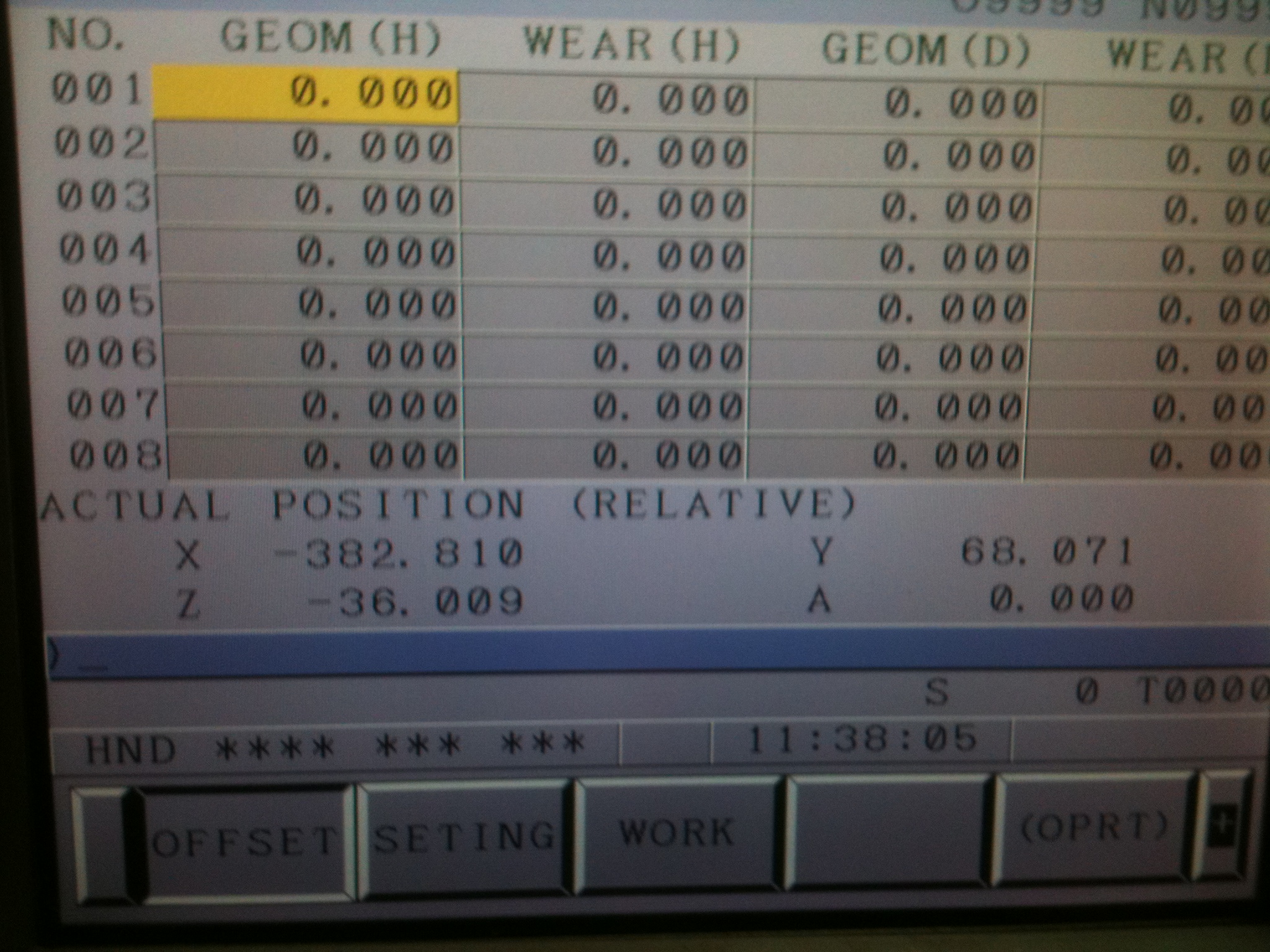
wchodzisz w offset - kompensacje - wybierasz odpowiednia tabelkę ( np T 1 to H1, oczywiście możesz jaki chcesz ale warto zapisać )
)
i naciskasz na pulpicie maszyny Z i wp. względną i tak poklei każde narzędzie..
tylko pamiętaj że Z właściwego też wtedy łapiesz na wrzeciono.. ( podjedz nad detal wrzecionem wpasuj płytkę i spisz Z maszynowy dodając wysokość płytki ( u mnie 100. dla wygody dodawania:D)
i po problemie u mnie na polskiej wersji łatwiej ale poradzisz sobie ...
pamiętaj tylko żeby prób dokonywać na jakimś dużym offsecie w Z
lepiej kilka razy na początek spróbować niż raz przypie***
[ Dodano: 2012-07-23, 12:03 ]
no i nie zapomnij dodać G43 (T1M6; G17G43H1; ) do G-codu co by Ci tą kompensacje długości sczytało ;]
G17 z innej beki jest ale ja ta daje w jednej lini..
mi w zegary bawić się nie chce
podjedz wrzecionem na cos szlifowanego (np stała szczeka imadła), i wpasuj tam ciasno płytkę wzorcową ( u mnie jest to 100. ), przechodzisz do pozycji - wszystkie- oprc - zero - w.osie .
po zerowaniu podjedz wrzecionem w gore , wsadź narzędzie i dojedz tez do tej samej płytki wzorcowej w tym samym pkt bazowym ..
wchodzisz w offset - kompensacje - wybierasz odpowiednia tabelkę ( np T 1 to H1, oczywiście możesz jaki chcesz ale warto zapisać
i naciskasz na pulpicie maszyny Z i wp. względną
tylko pamiętaj że Z właściwego też wtedy łapiesz na wrzeciono.. ( podjedz nad detal wrzecionem wpasuj płytkę i spisz Z maszynowy dodając wysokość płytki ( u mnie 100. dla wygody dodawania:D)
i po problemie u mnie na polskiej wersji łatwiej ale poradzisz sobie ...
pamiętaj tylko żeby prób dokonywać na jakimś dużym offsecie w Z
lepiej kilka razy na początek spróbować niż raz przypie***
[ Dodano: 2012-07-23, 12:03 ]
no i nie zapomnij dodać G43 (T1M6; G17G43H1; ) do G-codu co by Ci tą kompensacje długości sczytało ;]
G17 z innej beki jest ale ja ta daje w jednej lini..
Pozdrawiam Michał
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Witam
Ja na ,, swoim'' Haas-e używam sond (detalu i narzędzia) .... więc problemów nie mam .
..... o instrukcji obsługi nie wspomnę.
Czasami jednak któraś z sond pada ..... , a pracować trzeba dalej.
Jak potrzebuję określić bazę (G54 Z0) , to wykonuję (w MDI) podjazd czołem freza do wierzchniej części materiału .
Wartość ***** długości narzędzia + wartość ***** maszynowe = wartość ***** bazy
, a jak potrzebuję znać długość narzędzia , to;
od wartości ***** bazy - wartość ***** maszynowe = wartość ***** długości narzędzia.
Wynik -/+ (w zależności co mierzę ) wpisuję w tabelę Offsetów i problem z głowy.
Mariusz.
Ja na ,, swoim'' Haas-e używam sond (detalu i narzędzia) .... więc problemów nie mam .
..... o instrukcji obsługi nie wspomnę.
Czasami jednak któraś z sond pada ..... , a pracować trzeba dalej.
Jak potrzebuję określić bazę (G54 Z0) , to wykonuję (w MDI) podjazd czołem freza do wierzchniej części materiału .
Wartość ***** długości narzędzia + wartość ***** maszynowe = wartość ***** bazy
, a jak potrzebuję znać długość narzędzia , to;
od wartości ***** bazy - wartość ***** maszynowe = wartość ***** długości narzędzia.
Wynik -/+ (w zależności co mierzę ) wpisuję w tabelę Offsetów i problem z głowy.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






