



Witam
Mam szybkie pytanie do użytkowników znających się bardziej odemnie na tym sterowaniu. Mam problem z rozwiercaniem otworów, przy stosowaniu funkcji G81 niekiedy (bardzo rzadko ale się zdarza) wyciąga rozwiertak przy posuwie wyjazdowym (G0) z materiału. Można skorzystania z funkcji G85 ale posuw wyjazdowy jest taki sam co wjazdowy. Jest możliwość zaprogramowania innego posuwu wyjazdowego?
fanuc 0i mb, 0i mc - rozwiercanie otworów G85


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 7981
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: fanuc 0i mb, 0i mc - rozwiercanie otworów G85
Zmień mocowanie rozwiertaka i ustaw Rapid (G00) na 5%abadaja pisze:... Mam problem z rozwiercaniem otworów, przy stosowaniu funkcji G81 niekiedy (bardzo rzadko ale się zdarza) wyciąga rozwiertak przy posuwie wyjazdowym (G0) z materiału. ...
Jak wykonujesz jeden otwór , to nie ma problemu - cykl rozwiercania zamieniasz na ruch G01 , a przy powrocie stosujesz większy posuw;
%
O1
G17
G40
G80
G90
G54
T2 M6
G43 H2
M8
S764 M3
G0 X0 Y0
Z5.
G01 Z-20. F275.00
G01 Z5. F600.00
M9
G28 G91 Z0
G28 Y0
G0 G49
G90
M30
%
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
abadaja
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 7
- Rejestracja: 21 gru 2007, 11:15
- Lokalizacja: Tarnowskie Góry
No właśnie nie jest to jeden otwór tylko produkcja małoseryjna, przyrządy są na 12 i 16 sztuk. Jest jeszcze możliwość wykorzystania podprogramu który rozwiązuje ten problem no ale na jednej maszynie mam mało miejsca na programy a muszę ich kilkanaście zmieścić i bardziej by mnie zadowalała funkcja rozwiercania z szybszym wycofaniem narzędzia z otworu.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7981
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Nie rozumiem w czym jest problem ?abadaja pisze:... Jest jeszcze możliwość wykorzystania podprogramu który rozwiązuje ten problem no ale na jednej maszynie mam mało miejsca na programy a muszę ich kilkanaście zmieścić ...
%
O1
G17
G40
G80
G90
G54
T2 M6
G43 H2
M8
S764 M3
G0 X0 Y0
Z5.
M97 P1 L1
G0 X20.
M97 P1 L1
G0 X20. Y30.
M97 P1 L1
M9
G28 G91 Z0
G28 Y0
G0 G49
G90
M30
N1
G01 Z-20. F275.00
G01 Z5. F600.00
M99
%
..... jak Ty programy piszesz?
p.s.
Twoja wersja nie przejdzie - jak chcesz parametry w cyklu zmienić?
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
abadaja
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 7
- Rejestracja: 21 gru 2007, 11:15
- Lokalizacja: Tarnowskie Góry
Przykładowa część programu:
N200G90G80G40G00G53
T02
M06
S60M03
G00G54X0Y140.Z100.
G00G43Z10.0H03
G01Z-10.0F2000M08
M98P6006
G00G90X70.1Y140.
M98P6006
G00G90X140.Y140.
M98P6006
G00G90X210.Y140.
M98P6006
G00G90X280.Y140.
M98P6006
G00G90X350.Y140.1
M98P6006
G00G90X420.Y140.1
M98P6006
G00G90X490.Y140.2
M98P6006
G00G90Z100.0
G00X0Y0
G01Z0.0F2000H04
M98P6006
G00G90X70.1Y-0.1
M98P6006
G00G90X140.1Y0
M98P6006
G00G90X210.1Y0
M98P6006
G00G90X280.Y0.1
M98P6006
G00G90X350.1Y0.1
M98P6006
G00G90X420.1Y0.4
M98P6006
G00G90X490.1Y0.4
M98P6006
G00G90Z200.0
%
O6006
G91G01Z-45.F2000
G01Z-22.F40
G01Z22.F800
G00Z45.
M99
%
Zdjęcie z załączika jest zrobione z instrukcji programowania dołączonej do maszyny ze sterowaniem 0i mb, jest tam pokazane że można zaprogramować wartość posuwu wyjazdowego tylko że sterownik nie przyjmuje tego posuwu.
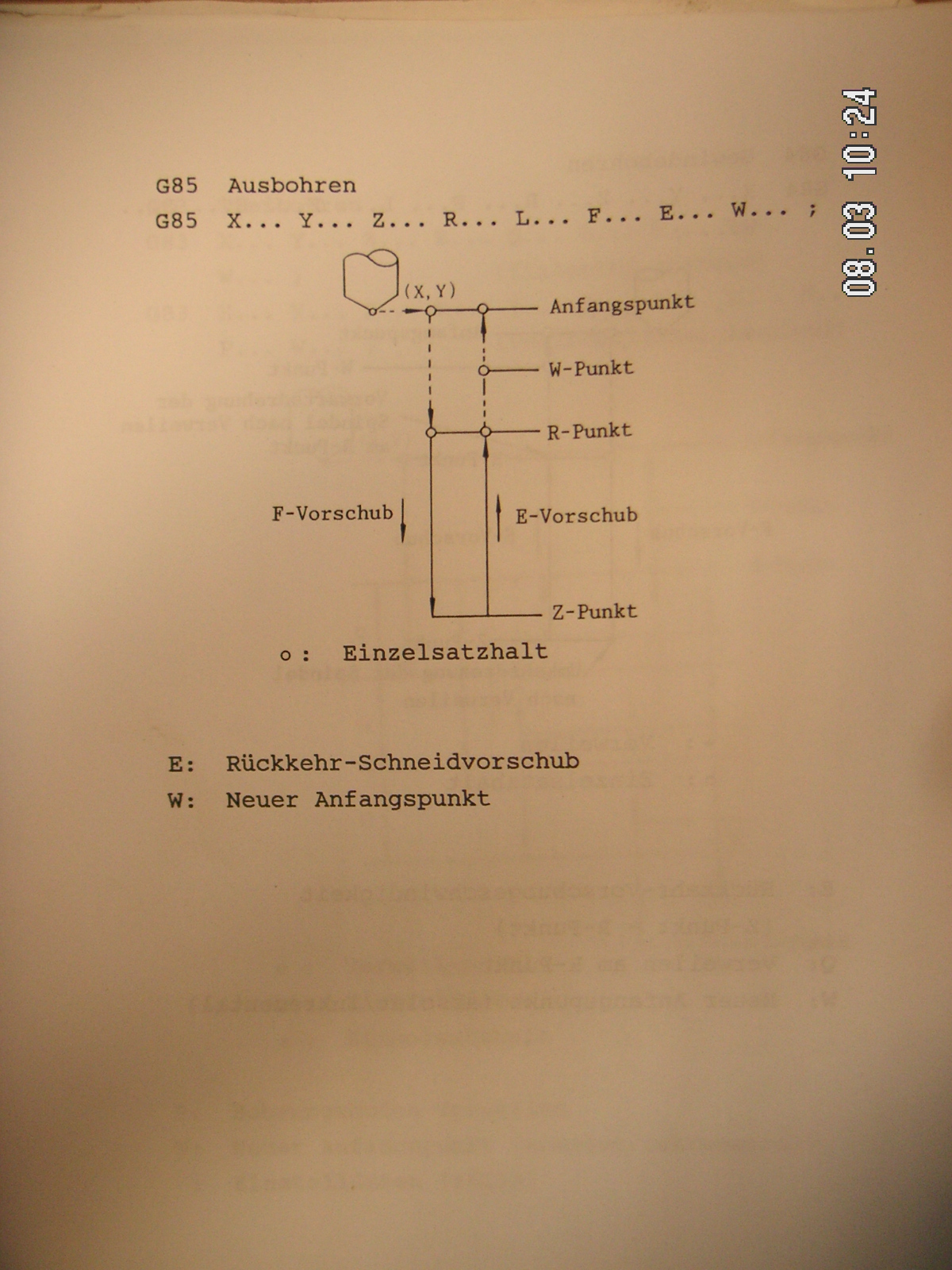
Tak powinien wg mnie wyglądać program z funkcją G85:
N200G90G80G40G00G53
T02
M06
S60M03
G00G54X0Y140.Z100.0
G00G43Z10.0H02
G01Z0.0F2000M08
G85G98Z-77.0R-55.0F40E800
X70.1Y140.
X140.Y140.
X210.Y140.
X280.Y140.
X350.Y140.1
X420.Y140.1
X490.Y140.2
X70.1Y-0.1
X140.1Y0
X210.1Y0
X280.Y0.1
X350.1Y0.1
X420.1Y0.4
X490.1Y0.4
G80
G00Z100.0
Jest różnica w przejrzystości programu jak i w wielkości programu co za tym idize potrzebuje mniej miejsca w pamięci maszyny.
N200G90G80G40G00G53
T02
M06
S60M03
G00G54X0Y140.Z100.
G00G43Z10.0H03
G01Z-10.0F2000M08
M98P6006
G00G90X70.1Y140.
M98P6006
G00G90X140.Y140.
M98P6006
G00G90X210.Y140.
M98P6006
G00G90X280.Y140.
M98P6006
G00G90X350.Y140.1
M98P6006
G00G90X420.Y140.1
M98P6006
G00G90X490.Y140.2
M98P6006
G00G90Z100.0
G00X0Y0
G01Z0.0F2000H04
M98P6006
G00G90X70.1Y-0.1
M98P6006
G00G90X140.1Y0
M98P6006
G00G90X210.1Y0
M98P6006
G00G90X280.Y0.1
M98P6006
G00G90X350.1Y0.1
M98P6006
G00G90X420.1Y0.4
M98P6006
G00G90X490.1Y0.4
M98P6006
G00G90Z200.0
%
O6006
G91G01Z-45.F2000
G01Z-22.F40
G01Z22.F800
G00Z45.
M99
%
Zdjęcie z załączika jest zrobione z instrukcji programowania dołączonej do maszyny ze sterowaniem 0i mb, jest tam pokazane że można zaprogramować wartość posuwu wyjazdowego tylko że sterownik nie przyjmuje tego posuwu.
Tak powinien wg mnie wyglądać program z funkcją G85:
N200G90G80G40G00G53
T02
M06
S60M03
G00G54X0Y140.Z100.0
G00G43Z10.0H02
G01Z0.0F2000M08
G85G98Z-77.0R-55.0F40E800
X70.1Y140.
X140.Y140.
X210.Y140.
X280.Y140.
X350.Y140.1
X420.Y140.1
X490.Y140.2
X70.1Y-0.1
X140.1Y0
X210.1Y0
X280.Y0.1
X350.1Y0.1
X420.1Y0.4
X490.1Y0.4
G80
G00Z100.0
Jest różnica w przejrzystości programu jak i w wielkości programu co za tym idize potrzebuje mniej miejsca w pamięci maszyny.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7981
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Masz rację.abadaja pisze:... Jest różnica w przejrzystości programu...
Znajdź w parametrach i zmień ustawienie E* z cyklu G85 i masz problem z głowy .
..... ja nie pracuję na tej maszynie , tylko TY.
* - w PDF-ach nie znalazłem takiego ustawienia ( dotyczy ono wyłącznie Twojej maszyny).


P.S.
Twój program ma mniej linijek , co nie świadczy o jego mniejszej pojemności (różnica kilkunastu bajtów).
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
")






