



Witam kolegów ponownie
1.Sterowanie jak w temacie
2.Próbuje wyfrezować sześciokąt na klucz 24mm na czole półfabrykatu walcowego fi 30mm
3.Używam parametru G12.1, frezem czołowym fi10 przejeżdżam z X24 C-7 na C+7
4.Pkt 3 stanowi podprogram wykonywany oczywiście 6 - krotnie.
5.Wszystko niby ok, ale zamiast płaszczyzn sześciokąta mam promienie. Tzn - mierząc na środku dwie przeciwległe płaszczyzny mamy wymiar 24mm, natomiast na końcówkach płaszczyzn 23.3mm.
Nie wiem czy jasno opisałem problem.
Z niecierpliwością czekam na wskazówki
Znowu coś nie tak... Fanuc OiTD - Parametr G12.1


-
bob35
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 417
- Rejestracja: 05 maja 2007, 10:23
- Lokalizacja: Bielsko-Biała
abik81 pisze:Nie bardzo rozumiem, co kolega bob35 miał na myśli...
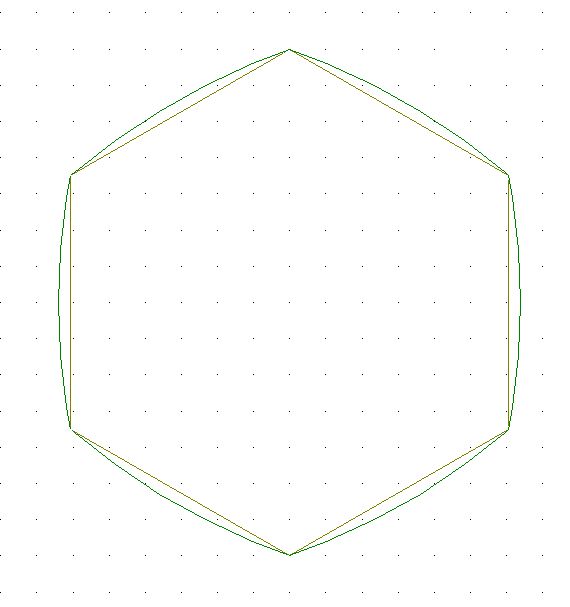
w ten sposób to tak wychodzi jak te łuki na zewnątrz jeśli chcesz nieć proste linie to tylko najazd w Z
N100 C0
N110 G0 X24 Z2
N120 G1 Z-10
N130 GO Z2
N140 C60
itd.
OGŁOSZENIE!!! Zamienię dobrą prace w dynamicznie rozwijającym się kraju na zasilek w krajach starej uni.
-
abik81
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 106
- Rejestracja: 21 sty 2007, 23:54
- Lokalizacja: Consett
To się zgadza, chodzi dokładnie o takie łuczki jak na rysunku. Problem w tym, ze narzędzie obrotowe mam w uchwycie prostym a nie kątowym. Max średnica narzędzia jaką mogę zamontować (jaką dysponuję) to 12 mm - więc wjazd prostopadle do osi materiału odpada... W pewnym stopniu przewalczyłem program klepiąc
G12.1
X24.7 C-7
X24 C0
X24.7 C7
Widać jednak ślad po frezie na C0 a ponadto - nie tędy droga....
Czekam na propozycje
G12.1
X24.7 C-7
X24 C0
X24.7 C7
Widać jednak ślad po frezie na C0 a ponadto - nie tędy droga....
Czekam na propozycje
-
Rocky
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 2
- Posty: 43
- Rejestracja: 25 sty 2008, 20:45
- Lokalizacja: Śląsk
Przykładowy program interpolacji współrzędnych biegunowych, opartego
na osi X i osi C (osi urojonej) dla sześciokąta 24 u nas wygląda tak (21iTB):
G28 C0.
G0 X40. Z2.
G12.1
G1 Z-5.
G41 X27.72 C0.
X13.856 C-12.
X-13.856 C-12.
X-27.72 C0.
X-13.856 C12.
X13.856 C12.
X27.72 C0.
G40 X40.
G13.1
Spróbuj to przeanalizować
na osi X i osi C (osi urojonej) dla sześciokąta 24 u nas wygląda tak (21iTB):
G28 C0.
G0 X40. Z2.
G12.1
G1 Z-5.
G41 X27.72 C0.
X13.856 C-12.
X-13.856 C-12.
X-27.72 C0.
X-13.856 C12.
X13.856 C12.
X27.72 C0.
G40 X40.
G13.1
Spróbuj to przeanalizować
-
abik81
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 106
- Rejestracja: 21 sty 2007, 23:54
- Lokalizacja: Consett
Dzięki Rocky, przeanalizowane:
1. zgadza się to będzie sześciokąt
2. będę mógł przetestować dopiero w poniedziałek bo ruszyłem właśnie z serią...
3. problem w tym, że w opcji, którą podałeś trzeba "bawić się" w określenie współrzędnych każdego narożnika - a mi zależy na uproszczeniu sprawy tj:
określenie w podprogramie przejazdu po prostej w G12.1 np:
X10C-10;
C10;
następnie w tym samym podprogramie obrót osi o zadany kąt (w przypadku sześciokąta 60stopni)
Wówczas teoretycznie wykonując ww podprogram 6razy powinienem uzyskać sześciokąt. I właśnie w tym miejscu pojawia się problem zobrazowanych przez bob35 promieni....
1. zgadza się to będzie sześciokąt
2. będę mógł przetestować dopiero w poniedziałek bo ruszyłem właśnie z serią...
3. problem w tym, że w opcji, którą podałeś trzeba "bawić się" w określenie współrzędnych każdego narożnika - a mi zależy na uproszczeniu sprawy tj:
określenie w podprogramie przejazdu po prostej w G12.1 np:
X10C-10;
C10;
następnie w tym samym podprogramie obrót osi o zadany kąt (w przypadku sześciokąta 60stopni)
Wówczas teoretycznie wykonując ww podprogram 6razy powinienem uzyskać sześciokąt. I właśnie w tym miejscu pojawia się problem zobrazowanych przez bob35 promieni....
-
 rafalxfiles
rafalxfiles
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
Może problem tkwi w dokładności tego konta C bo tam nie będzie pełne 7 mm tylko trochę mniej i przez to najprawdopodobniej wychodzi ten łuk.
Zmień na przejazd X24 C-6.928 na C+6.928 i zobacz wtedy.
Aha i nie zadziała dopóki nie klikniesz pomógł tu na forum hehe
Pozdrawiam
Zmień na przejazd X24 C-6.928 na C+6.928 i zobacz wtedy.
Aha i nie zadziała dopóki nie klikniesz pomógł tu na forum hehe
Pozdrawiam
Ostatnio zmieniony 13 mar 2010, 12:04 przez rafalxfiles, łącznie zmieniany 2 razy.
-
Rocky
- Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 2
- Posty: 43
- Rejestracja: 25 sty 2008, 20:45
- Lokalizacja: Śląsk
Kiedyś tak miałem i problem było źle opisane narzędzie
Podaj jak opisujesz frez w tabeli, może w tym być problem ?
ważne:
- wartość osi narzedzia w X ( korekta musi być zero, inaczej mogą wyjść zniekształcenia kształtu)
- wartość promienia frezu R ( tutaj należy robić korekty wymiaru )
- odpowiedni kwadrant patrz instrukcja maszyny
Podaj jak opisujesz frez w tabeli, może w tym być problem ?
ważne:
- wartość osi narzedzia w X ( korekta musi być zero, inaczej mogą wyjść zniekształcenia kształtu)
- wartość promienia frezu R ( tutaj należy robić korekty wymiaru )
- odpowiedni kwadrant patrz instrukcja maszyny






