Strona 1 z 1
jak zliczać dlugość frezowania by w pore zmianić narzędzie
: 05 lis 2009, 23:25
autor: cravl
witam,
jak w temacie proszę o pomoc. Pracuję na MORI SEIKI NV 5000 sterowanie FANUC w wersij 18
używam wierteł fi1 i fi0,5 w ulepszonej stali. Nie mam miejsca na złamanie takiego wiertła więc chciałbym by maszyna po wywierceniu "iluś" otworów bądź jakiejś głębokości wiercenia maszyna zatrzymała proces i nakazała zmienić narzędzie bądź "wywaliła alarm".
Jeśli będzie potrafiła zliczać drogę i sumować oczywiście z poprzednich programów to będę mógł wykorzystywać to przy innych narzędziach.
Dziękuję za pomoc.
CRAVL
: 06 lis 2009, 01:08
autor: lonia4
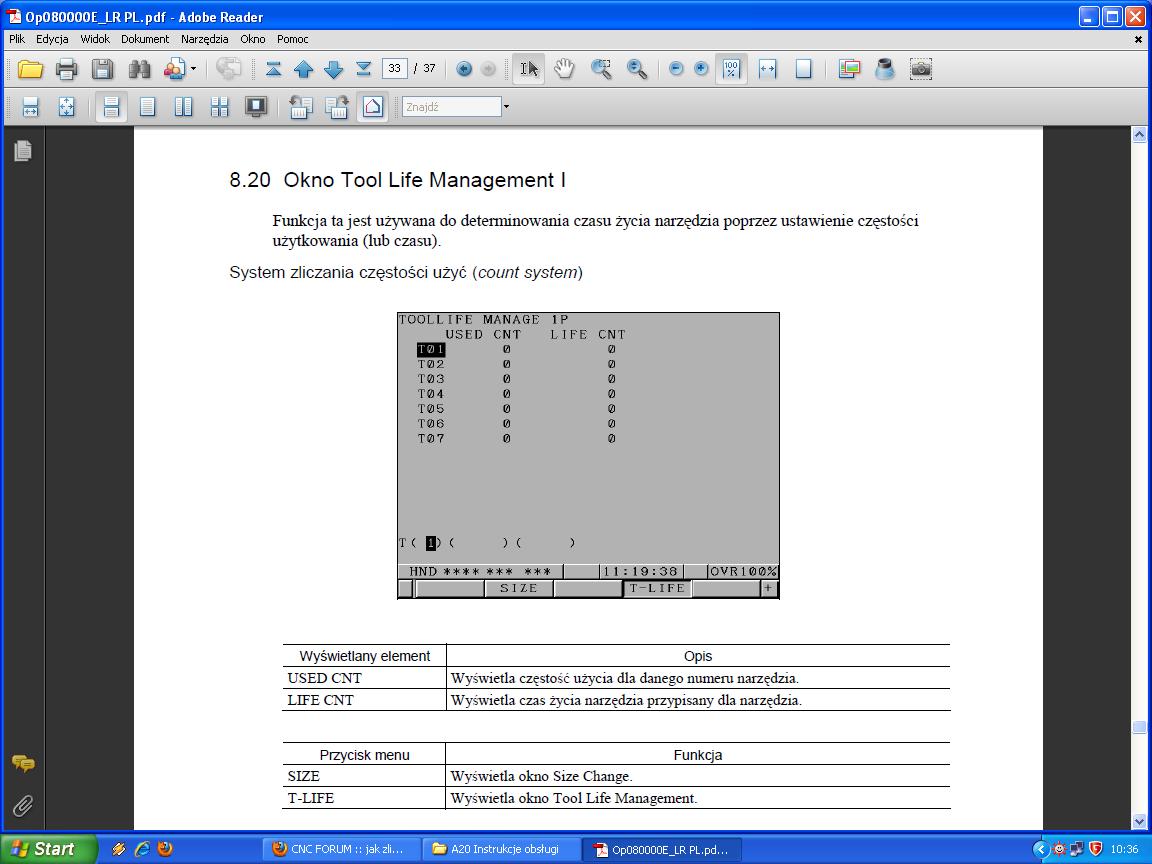
czy nie możesz użyć funkcji poszerzonego zarządzania okresami trwałości narzędzi ?dostępna w 18i
: 06 lis 2009, 06:57
autor: cravl
może mogę, ale jak to włączyć bądź tym zarządzać?
: 06 lis 2009, 11:02
autor: WZÓR
,,Załaduj'' do maszyny np.5 wierteł i po wywierceniu ,,ileś tam'' otworów wpisz w program zmianę narzędzia np. z T01 na T02 itd.
Będziesz mógł wtedy wiercić bez potrzeby zatrzymywania programu.
Można też w odpowiednim dla Ciebie miejscu w programie wpisać M00 , wymienić wiertła i ,,puścić'' program dalej.
: 06 lis 2009, 12:47
autor: cravl
WZÓR pisze:,,Załaduj'' do maszyny np.5 wierteł i po wywierceniu ,,ileś tam'' otworów wpisz w program zmianę narzędzia np. z T01 na T02 itd.
Będziesz mógł wtedy wiercić bez potrzeby zatrzymywania programu.
Można też w odpowiednim dla Ciebie miejscu w programie wpisać M00 , wymienić wiertła i ,,puścić'' program dalej.
Dzięki...
Wszystko fajnie, ale mam magazyn 30 narzędzi 29 używam plus miesce sondy pomiarowej.
jest trzech programistów i czterech operatorów. jeden program zawiera od 1 do 24 otworów.
Nie jestem w stanie kontrolować ilości otworów przez "obserwację" Dla mnie najlepiej było by liczyć drogę dla danego narzędzia. otwory są w głębokościach między 1,5mm, a 5mm.
kiedyś zastanawiałem się nad tym rozwiązaniem ale znalazłem tylko opcję zliczającą zakończenia programów M30 lub M02 ale dla mnie to za mało.
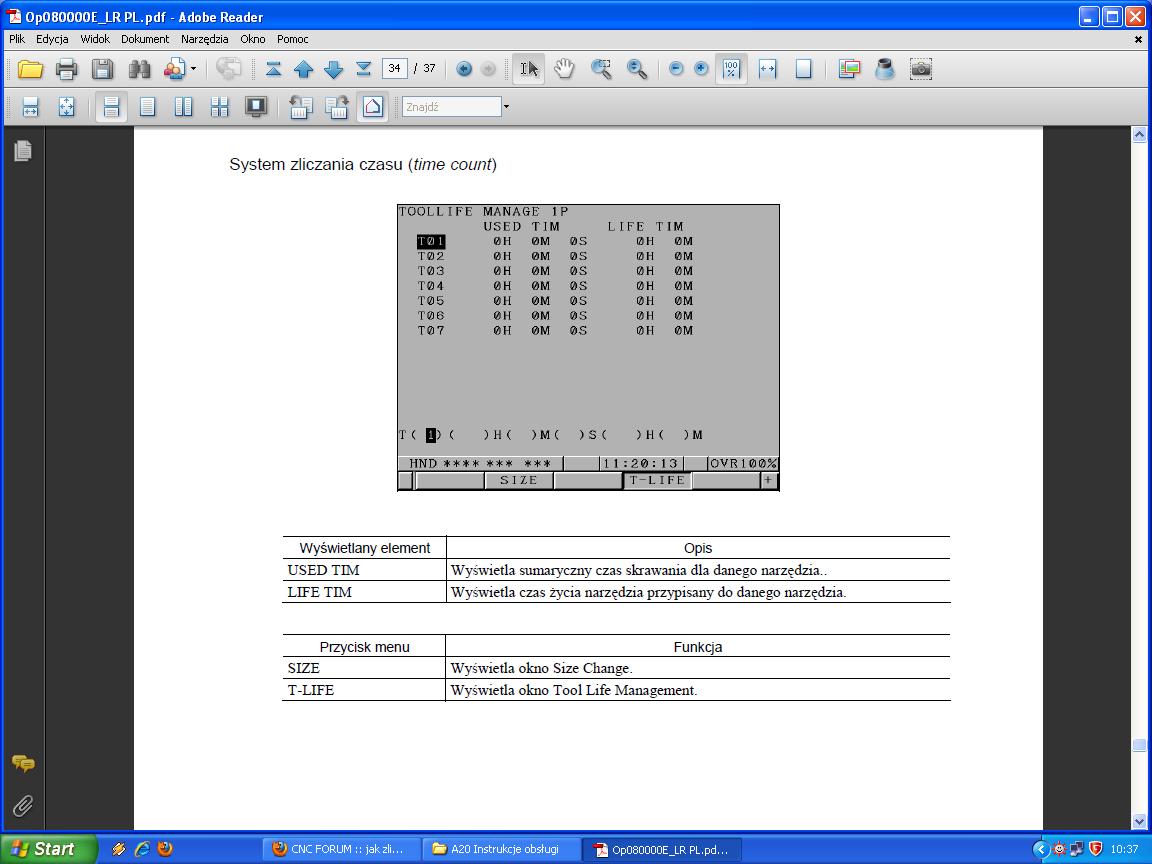
Jak ktoś miał może do czynienia z liczeniem przez maszynę czasu pracy narzędzia to proszę o pomoc.
Może jest taka opcja by liczyła godziny pracy poszczególnego narzędzia?
Pozdrawiam!
: 06 lis 2009, 18:21
autor: roberta
Witam na takiej nie pracowałem ale w innych maszynach przy wprowadzaniu narzędzi do magazynu ustalałem sobie ile ma pracować na ile minut przed upływem zadanego czasu maszyna informuje o wymianie ale nie wszystkie mają taki bajer .Pracowałem na tokarkach STAR z FANUC ale my zaznaczali sobie ilość sztuk do zrobienia i po wykonaniu danej ilość maszyna zatrzymuje się wymiana i dalej szczerze mówiąc to nawet nie wiem czy ona miała licznik minutowy pracy narzędzia
: 07 lis 2009, 10:02
autor: WZÓR
cravl - skorzystaj z rady
lonia4 , gdyż On najtrafniej Ciebie pokierował.
W moim Haas-e jest funkcja obsługi zaawansowanego zarządzania narzędziami (patrz; załącznik).
czy nie możesz użyć funkcji poszerzonego zarządzania okresami trwałości narzędzi ?dostępna w 18i
... jak
lonia4 pisze - poszukaj/poczytaj w instrukcji i zastosuj.

: 07 lis 2009, 13:58
autor: cravl
Dzięki wszystkim
to mnie jeszcze nie ratuje.
Nie obsługuję maszyny w trybie MEM czy jak kto woli AUTO.
Działam na opcji korzystania z pamięci zewnętrznej. Narzędzia mogę zdefiniować jedynie w standardowych typoszeregach (drill, face ... itd) reszta to program. Potrzebuję pomocy w znalezieniu parametrów (nr parametru) bym mógł w programie odwołać się do tego parametry i np podczas wiercenia dopisywać co zmianę współrzędnych "ostatnia ilość wierceń (plus 1) by zliczać łączną ilość.
Mam nadzieję że niezbyt pokrętnie to napisałem.
ponownie pozdrawiam.
: 08 lis 2009, 10:55
autor: FRED76
: 09 lis 2009, 19:15
autor: mophus
Może można było to napisać w makro? po każdym użyciu narzędzia zwiększać wartość jednego parametru. Jeśli parametr osiągnie daną wartość przywołać podprogram który zatrzyma maszyne i wyświetli komunikat które narzędzie wymienić. W oi-tc to napewno działa