Strona 1 z 2
Ograniczenie posuwu do max 100%
: 31 maja 2022, 22:52
autor: grzeszko
Witam. Ludzie u mnie puszczaja maszyne na 120% lub wiecej i narzedzia nie wytrzymuja. Chcialbym zablokowac potencjonetr aby nie moglo byc wiecej jak 100%. Wie ktos cos jak?
Re: Ograniczenie posuwu do max 100%
: 31 maja 2022, 23:43
autor: Robert_K
Na okumach ograniczaliśmy tak posuwy (nawet z tego samego powodu), do mechanicznej regulacji zakresu służy śrubka wkręcana w potencjometr, jedyny minus że trzeba się dostać pod panel, czyli zdemontować potencjometr. Możesz pójść tą drogą.
Ewentualnie być może można to zrobić programowo, zmieniając jakiś parametr ale nie mam pojęcia jaki to będzie w Fanucu.
Pozdrawiam.
Re: Ograniczenie posuwu do max 100%
: 01 cze 2022, 10:45
autor: koala.g
albo wymienić potencjometr na "mniejszy".
Re: Ograniczenie posuwu do max 100%
: 01 cze 2022, 11:16
autor: WZÓR
grzeszko pisze: ↑31 maja 2022, 22:52
Witam. Ludzie u mnie puszczaja maszyne na 120% lub wiecej i narzedzia nie wytrzymuja. Chcialbym zablokowac potencjonetr aby nie moglo byc wiecej jak 100%. Wie ktos cos jak?
Pisz programy z posuwem pomniejszonym o 80% i puszczaj je na maszynie na 160%
.... , będziesz lepszy od nich i już podnosić więcej nie będą .

Mariusz.
Re: Ograniczenie posuwu do max 100%
: 01 cze 2022, 11:29
autor: Robert_K
Robert_K pisze:śrubka wkręcana w potencjometr,
koala.g pisze:wymienić potencjometr na "mniejszy"
Źle się wyraziłem, przepraszam, to z rozpędu. W rzeczywistości to nie jest potencjometr tylko przełącznik wielopozycyjny. Śrubka, o której pisałem mechanicznie ograniczała kąt obrotu ośki tego przełącznika.
Pozdrawiam.
Re: Ograniczenie posuwu do max 100%
: 01 cze 2022, 12:10
autor: wojtek10916
Macro #3004
#3004=2 poczatek programu
#3004=0 na koncu programu
Niektóre maszyny na fanucu (HARDINGE) maja M49 i M48 tak jak w starych FADALACH
M48 Feed Rate and RPM Pot Active
M49 Feed Rate and RPM Pot Inactive
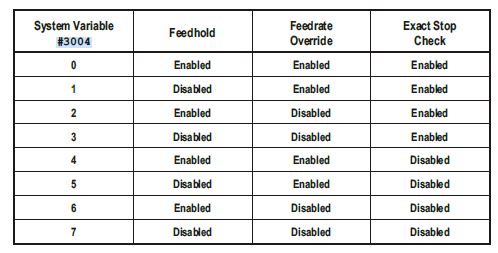
System variable #3004 is sim i lar to the #3003, but is used for au to matic op er a tion con trol of
the feedhold switch, the feedrate over ride switch, and the ex act stop check con trol. This vari able
can have up to eight set tings, with the 0 (zero) set ting as the de fault for all three func tions, when
the ma chine and con trol power is turned on. Zero set ting means the func tion is ac tive. Press ing
the RESET but ton or Power Off will clear both sys tem vari ables #3004 and #3003.
Operation State 2 - FEEDRATE OVERRIDE
When the feedrate over ride is dis abled in a macro, us ing the vari able #3004, all ma chin ing
will be done at 100% feedrate, re gard less of the set ting of the feedrate over ride switch on the op -
er a tion panel. 100% feedrate is de fined as the feedrate value spec i fied in the CNC pro gram or
macro, us ing the F-ad dress and ap plies equally to feedrate per min ute and feedrate per rev o lu tion.
It works the same for Eng lish and met ric units of feedrate data in put.
Re: Ograniczenie posuwu do max 100%
: 03 cze 2022, 05:34
autor: grzeszko
Dzieki Juz doszedlem do tego.
Funkcja M49 blokuje obroty i posuw.
Dzieki
Re: Ograniczenie posuwu do max 100%
: 03 cze 2022, 22:43
autor: WZÓR
grzeszko pisze: ↑03 cze 2022, 05:34
Dzieki Juz doszedlem do tego.
Funkcja M49 blokuje obroty i posuw.
Dzieki
Zablokuj jeszcze edycję programu ..... , bo nie problem zmienić F1000. na F1500.
.... , z obrotami podobnie.
Mariusz.
Re: Ograniczenie posuwu do max 100%
: 04 cze 2022, 07:06
autor: Arias2
To jest metoda do obejścia, bo tak jak autor znalazł rozwiązanie blokując przez M49 tak i pracownik znajdzie sposób na odblokowanie tego.
Blokada programu ok, ale pod warunkiem że od początku do końca programu nie trzeba nic zmieniać.
100% działająca metoda to zmiana zakresu w parametrach maszyny zakresu w jakim będzie pracowała.
Re: Ograniczenie posuwu do max 100%
: 04 cze 2022, 09:12
autor: WZÓR
Arias2 pisze: ↑04 cze 2022, 07:06
To jest metoda do obejścia, bo tak jak autor znalazł rozwiązanie blokując przez M49 tak i pracownik znajdzie sposób na odblokowanie tego.
Blokada programu ok, ale pod warunkiem że od początku do końca programu nie trzeba nic zmieniać.
100% działająca metoda to zmiana zakresu w parametrach maszyny zakresu w jakim będzie pracowała.
Widocznie autor tematu jest gienialnym programistą i narzuca operatorom jazdę bez ,,hamulca ręcznego".

P s.
Z doświadczenia wiem , że to pracodawcy podkręcają posuw w maszynie , a nie pracownicy.
..... , jak widać - mamy tu odosobniony przypadek.
Mariusz.