Strona 1 z 2
Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 05 sty 2022, 13:27
autor: Pol246
Witam.
Od niedawna jestem posiadaczem tokarki Denford cyclone ze sterowaniem Fanuc O-T prawdopodobnie wersja B.
Udało mi się z grubsza ogarnąć to sterowanie jak i komunikację z PC
Mam parę pytań
1. Czy da się zmienić w parametrach maszyny aby wysyłając program z komputera nie trzeba było najpierw programu usuwać z maszyny?
W tej chwili aby wysłać program o istniejącym numerze trzeba go najpierw usunąć ze sterowania.
2. Możliwość zmiany narzędzi w każdej pozycji nie tylko w pozycji domowej. Teraz mogę zmienić narzędzie tylko gdy głowica jest w pozycji G28 U0 W0. Takie ustawienia są bezpieczne ale uciążliwe przy ustawianiu narzędzi.
3. Czy ktoś wie jak rozwiązać przesunięcie punktu zerowego materiału jeśli chcę robić kilka identycznych detali z jednego założenia? Z tego co wiem to sterowanie ma tylko jeden punkt zerowy. Brak G54, G55 itd.
Za wszelkie wskazówki będę wdzięczny.
Re: Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 05 sty 2022, 16:15
autor: mag999
1. Raczej nie.
2. Sproboj na G30 odjeżdżać. Współrzędne maszynowe prawdopodobnie zapisane muszą być w parametrach. Albo odjeżdżać na G53 czyli współrzędne maszynowe.
3. Jeśli bazy brak to możesz probowac bawić się z G10 czyli z programu wprowadzać korektę zużycia dla narzędzi. Np przesuwać o 10mm żeby zrobić kolejną sztyke
Re: Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 06 sty 2022, 23:48
autor: Pol246
Dziękuje za odpowiedź
Wydaje mi się,że pozycję zmiany narzędzi powinno dać się zmienić w danych maszynowych tym bardziej że w instrukcji przykładowe programy przed zmianą nie zawierają odjazdu na punkty referencyjne a je przed zmianą narzędzia czy też wczytaniem nowego offsetu narzędzia muszę użyć G28 U0. W0. Czy ktoś się orientuje jaki parametr może odpowiadać za to?
Moje sterowanie nie rozpoznaje G1 wyskakuje alarm 010 co wskazuje na nie rozpoznana funkcja g code. Chyba że źle coś robię. Jak powinno wyglądać prawidłowe polecenie G1 realizujące tylko przesuniecie w osi Z o daną wartości? Na chwile obecną najprościej jest użyć narzędzi z różnymi odsunięciami w osi Z. Chyba że ktoś ma jeszcze jakieś pomysły jak to prosto realizować?
Re: Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 07 sty 2022, 16:20
autor: mag999
G99
G97 s500 m3
G1 z-15 f0.1
A tak zadziała? Dziwne ze nie czyta G1. Może brak posuwu
Re: Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 10 sty 2022, 14:12
autor: Pol246
Przepraszam
Chodziło mi o G10 a nie G1
Re: Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 10 sty 2022, 23:11
autor: mag999
Ok. Rozumiem a masz w offset przycisk work? Jak zmieniasz tą jedyną bazę?
Re: Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 11 sty 2022, 09:46
autor: wojtek10916
Pol246 pisze:3. Czy ktoś wie jak rozwiązać przesunięcie punktu zerowego materiału jeśli chcę robić kilka identycznych detali z jednego założenia? Z tego co wiem to sterowanie ma tylko jeden punkt zerowy. Brak G54, G55 itd.
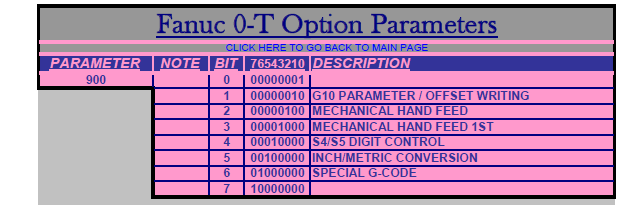
Zobacz ustawienia parametr #900 bit 1
Zobacz w instrukcji czy G50 lub G92 można użyć do przesunięcia punktu zerowego.
Dodane 31 minuty 30 sekundy:
Re: Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 11 sty 2022, 20:51
autor: Pol246
Według instrukcji G50 można przesuwać ofset/ograniczenie prędkości wrzeciona
Spróbuję po testować zG50.
Przesuniecie punktu zerowego materiału realizuje w WORK SHIFT za pomocą SHIFT VALUE
Parametr 900 wygląda tak 00111000 więc bit 1 =0
Re: Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 12 sty 2022, 08:57
autor: wojtek10916
Właśnie sprawdziłem na jednej ze swoich maszyn z O-T parametr 900 no i jest włączone ale i tak nie ma tabeli G54-G59 wiec może te starsze tego nie obsługują
Co do G50 zawsze pamiętaj o anulowaniu przesunięcia punktu zerowego w przypadku przerwania programu

Re: Fanuc O-T zmiana parametrów, wysyłanie programów z PC
: 12 sty 2022, 10:32
autor: Pol246
Może przy włączonym parametrze 900 sterowanie rozpozna G10 przy obecnym ustawieniu nie rozpoznaje G10 wyskakuje alarm 010 co wskazuje na nie rozpoznana funkcja g code. Spróbuje zmienić ten parametr i zobaczę czy coś to zmieni. Jak zmienić ten parametr?