fanuc mc
: 22 lut 2021, 07:02
Witam, podczas puszczania obróbki frezem kulowym, narzędzie skacze miedzy poszczególnymi przejściami, tak że aż szarpie całą maszyną. Aby zmniejszyć te drgania maszyny wprowadziłem ręcznie do g-kodu wiersz G08 P1
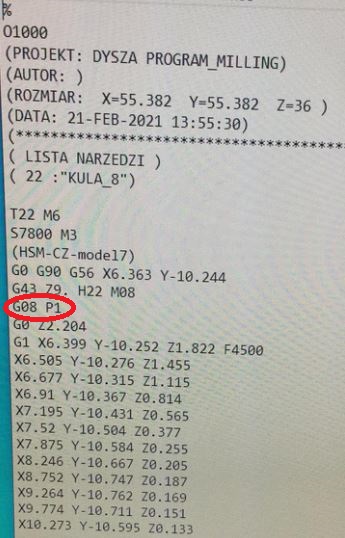
Poprawiło to znacznie przejazdy pomiędzy poszczególnymi punktami jednak zmniejszyła się prędkość posuwu (wydaje mi się że jest ona zależna od możliwości przeliczeniowych komputera)
Chciałem sprawdzić również działanie innego g-kodu G05 Q1 co by może poprawiło prędkość posuwu.
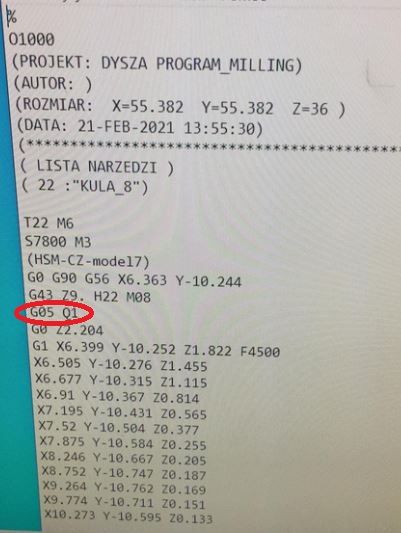
Program ruszył lecz zakończył się błędem, jednakże po uruchomieniu tego programu miałem wrażenie że zmieniła się dynamika załączania się obrotów wrzeciona, tak jak by wcześniej wolniej wchodziła na obroty a teraz przy załączeniu 5000 lub wyżej wkręca się na obroty dużo szybciej i słychać rumor przy tym starcie jak by było łożysko uszkodzone we wrzecionie po czym jak już jest na obrotach to nie ma tego rumoru.
Dodam jeszcze że program puszczałem kilkakrotnie przed tymi zmianami i maszyna chodziła normalnie na tych parametrach.
Pytanie moje brzmi czy jest możliwość ze przez g-kod G05 Q1 zmieniłem dynamikę załączania się obrotów wrzeciona czy raczej to był zbieg okoliczności i wysypało mi się łożysko we wrzecionie.
Napęd wrzeciona jest poprzez pasek z silnika, maszyna to centrum obróbcze Feeler, maksymalne obroty 8000, Sterowanie Fanuc MC, poniżej poglądowe zdjęcie maszyny.

Poprawiło to znacznie przejazdy pomiędzy poszczególnymi punktami jednak zmniejszyła się prędkość posuwu (wydaje mi się że jest ona zależna od możliwości przeliczeniowych komputera)
Chciałem sprawdzić również działanie innego g-kodu G05 Q1 co by może poprawiło prędkość posuwu.
Program ruszył lecz zakończył się błędem, jednakże po uruchomieniu tego programu miałem wrażenie że zmieniła się dynamika załączania się obrotów wrzeciona, tak jak by wcześniej wolniej wchodziła na obroty a teraz przy załączeniu 5000 lub wyżej wkręca się na obroty dużo szybciej i słychać rumor przy tym starcie jak by było łożysko uszkodzone we wrzecionie po czym jak już jest na obrotach to nie ma tego rumoru.
Dodam jeszcze że program puszczałem kilkakrotnie przed tymi zmianami i maszyna chodziła normalnie na tych parametrach.
Pytanie moje brzmi czy jest możliwość ze przez g-kod G05 Q1 zmieniłem dynamikę załączania się obrotów wrzeciona czy raczej to był zbieg okoliczności i wysypało mi się łożysko we wrzecionie.
Napęd wrzeciona jest poprzez pasek z silnika, maszyna to centrum obróbcze Feeler, maksymalne obroty 8000, Sterowanie Fanuc MC, poniżej poglądowe zdjęcie maszyny.