Strona 1 z 2
Fanuc 21i - żle wyświetla współrzędne Absolutne
: 17 lis 2020, 14:30
autor: blackcerber
Witam.
Kupiliśmy niedawno maszynę ze Szwecji. Oczywiście tam działała itd....
Może ktoś miał podobny problem i może mi jakoś pomóc.
Opis choroby na fotce.
Pacjent Tokarka CNC Colchester Tornado A50 z 1999r - sterownik Fanuc 21i-T
Kiedy maszyna trafi na komendę G54 to wyświetla "Inproper G-code (zarówno w MDI jak i w Auto)
Diagnoza : przypuszczam, że to Covid po dzwonie lub padnięciu baterii

Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
: 17 lis 2020, 16:35
autor: wojtek10916
Wstaw zdjecie z work shift, offsets i program a nie cos na kartce
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
: 17 lis 2020, 17:45
autor: andrjalo
A jak opisane ma pan narzędzia.
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
: 17 lis 2020, 18:08
autor: mag999
Moze ma tylko jedna bazę i nie da się zmienić na inna
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
: 17 lis 2020, 18:56
autor: lepi
Wg mnie wszystko jest ok.
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
: 17 lis 2020, 19:02
autor: dudziak4
Wydaje mi się że nie odróżniasz wyświetlanych współrzędnych maszynowych od programowych (najprawdopodobniej masz gdzieś zahaczone wyświetlanie współrzędnych maszynowych i tu leży twój problem).
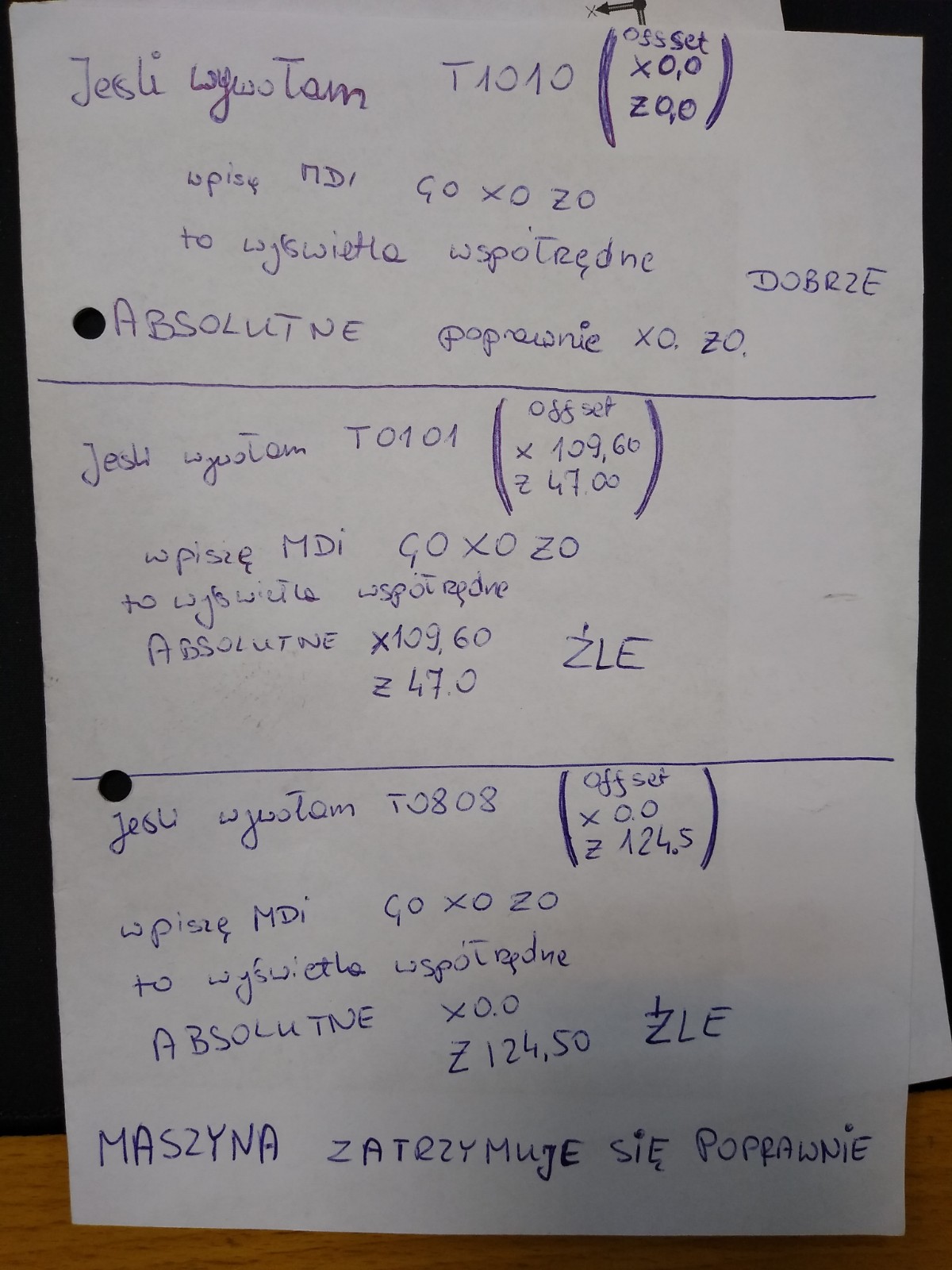
Jeśli przy T1010 maszyna stoi na współrzędnych maszynowych i programowych x0 z0 i to po wpisaniu g0 x0,z0 maszyna nie wykonuje ruchu i współrzędne maszynowe wskazuje dobrze.
Jeśli przy T0101 współrzędne programowe są x109.6 z47 to po wpisaniu G0 x0 z0 maszyna jedzie na programowe zero ale wyświetla maszynowe X109.6 Z47 i to jest poprawne wskazanie bo jak byś w tym momencie przełączył ze współrzędnych maszynowych (absolutnych) na programowe to by ci wyświetlało x0 z0.
itd...
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
: 18 lis 2020, 07:50
autor: blackcerber
Wita,
Dzięki za zainteresowanie tematem. Fakt, specjalistą nie jestem
Chciałbym aby po wywołaniu narzędzia wyświetlało się, że ostrze jest na współrzędnych, które podaje w programie.
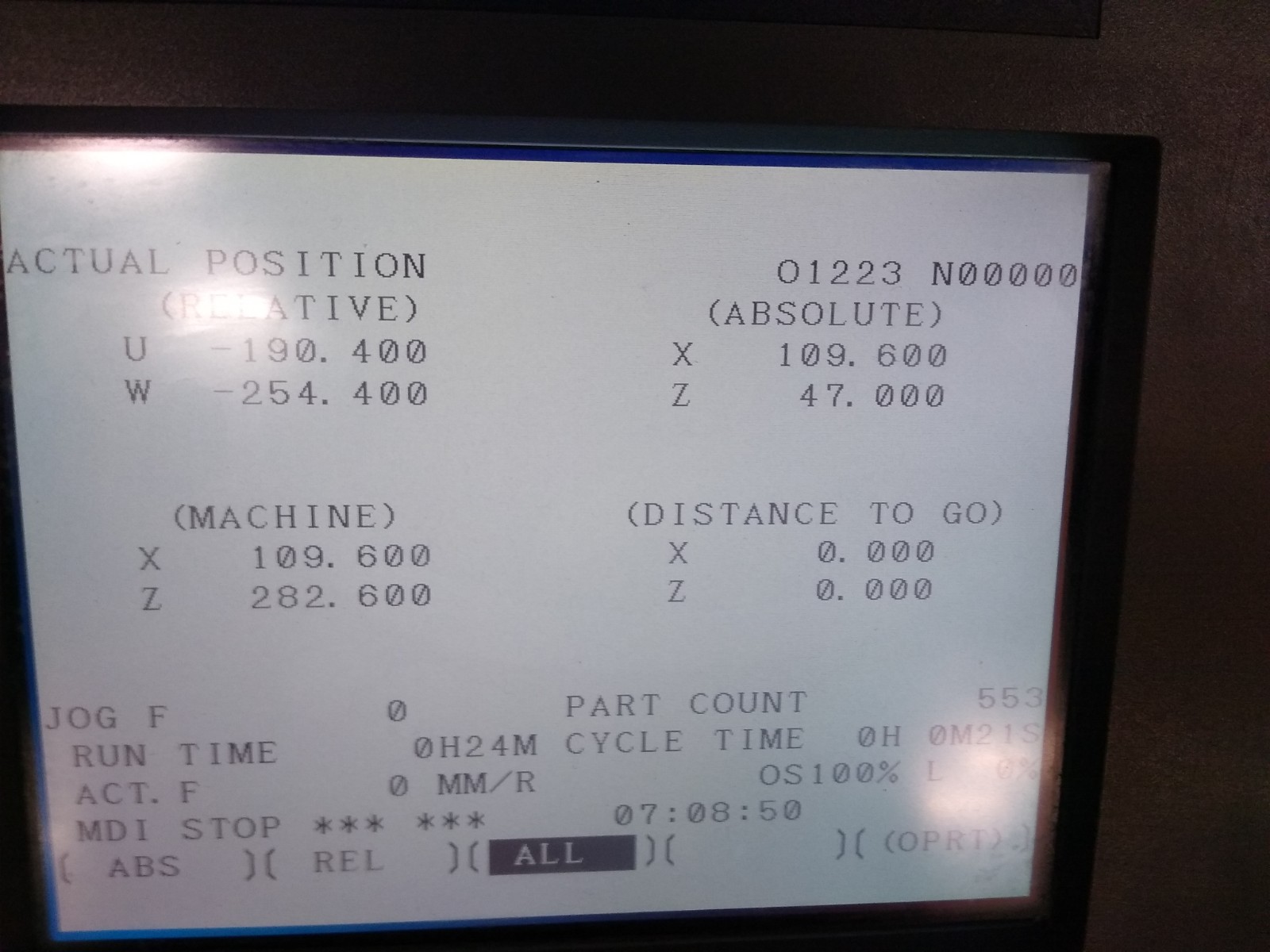
Czyli w tym przypadku powinno wyświetlać na poniższym zdjęciu X0 Z0. A wyświetla wartości wpisane w tabelę narzędzi w geometrii narzędzia.
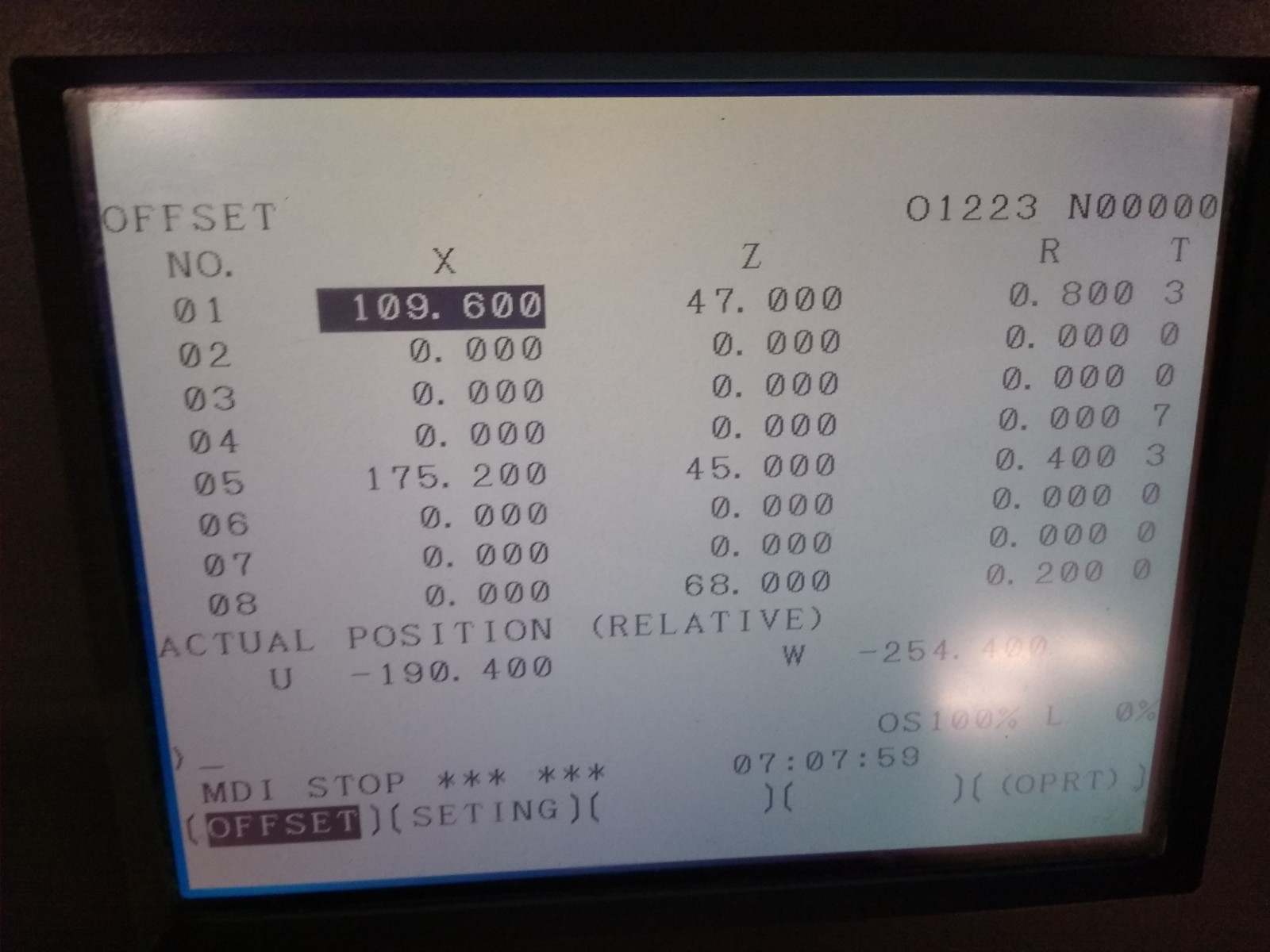
W tabeli narzędzi mam tak wpisane offsety (X podaje średnicowo)
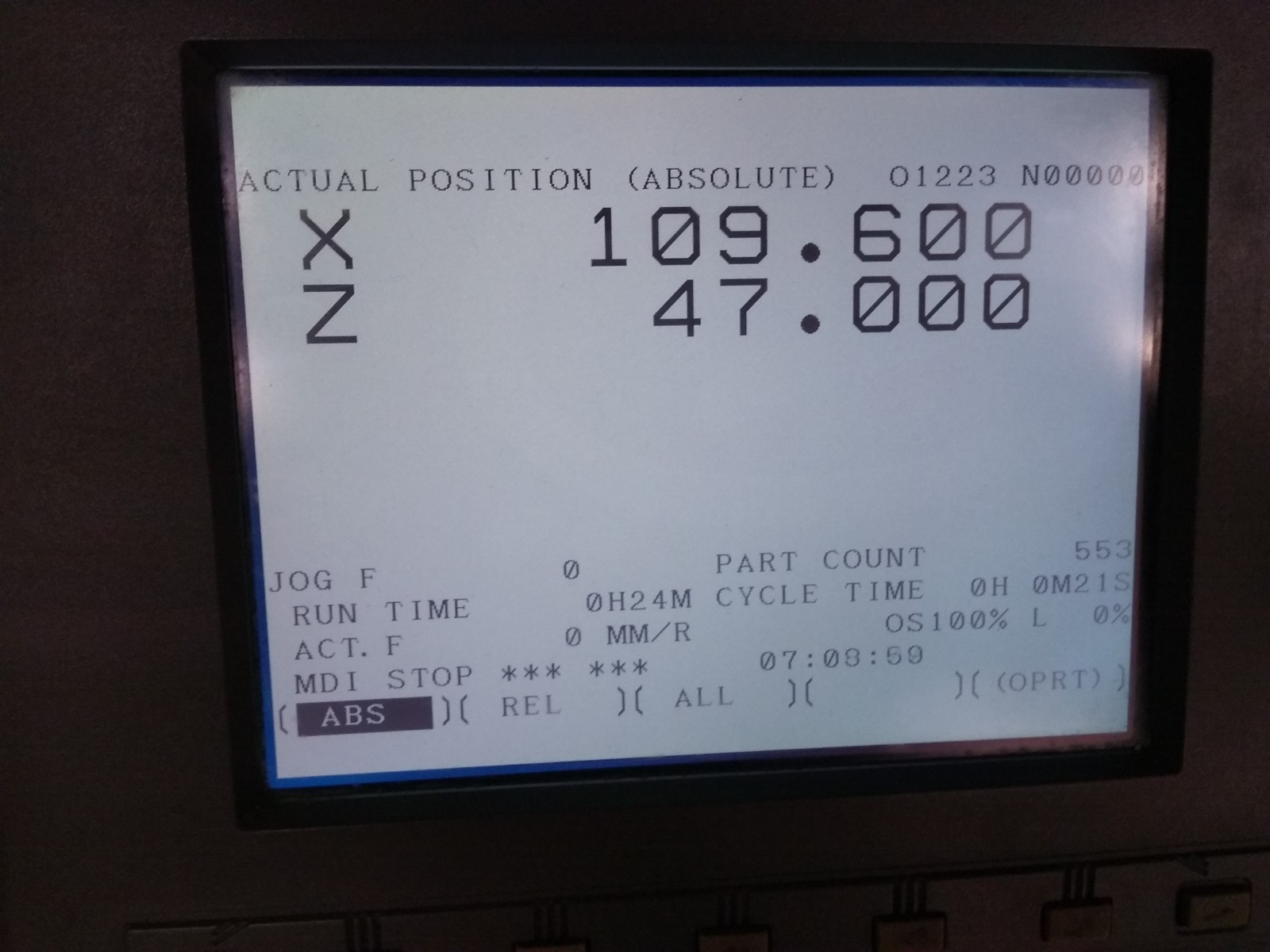
Wszystkie współrzędne: maszynowe, absolutne wyglądają tak:
Maszyna fizycznie wygląda jak na poniższym zdjęciu. Wierzchołek płytki stoi na X0 Z0 -
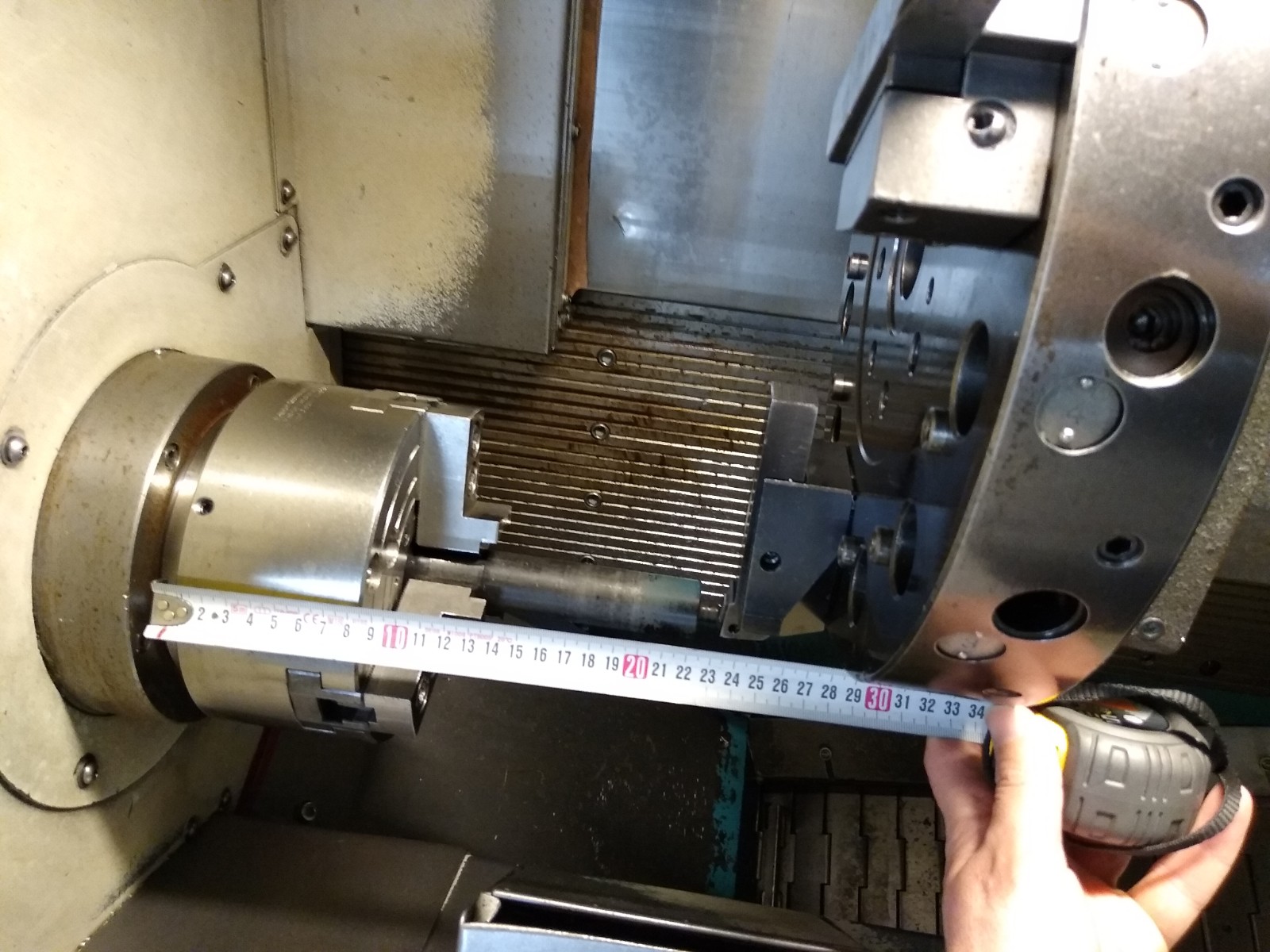
Wg miarki współrzędna maszynowa jest OK, bo baza maszynowa jest na czole wrzeciona - pod uchwytem.
Jakby ktoś mógł pomóc, to byłoby fajnie. Może ktoś zna jakiegoś "Magika" od starszych maszyn. Też chętnie skorzystam z pomocy.
Dziękuję za uwagę,
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
: 18 lis 2020, 08:24
autor: gozdd
Wejdź w offsety, ustaw tak, żeby w "Absolute" mieć X0 Y0 i jazda dalej.
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
: 18 lis 2020, 08:39
autor: wojtek10916
wojtek10916 pisze:Wstaw zdjecie z work shift
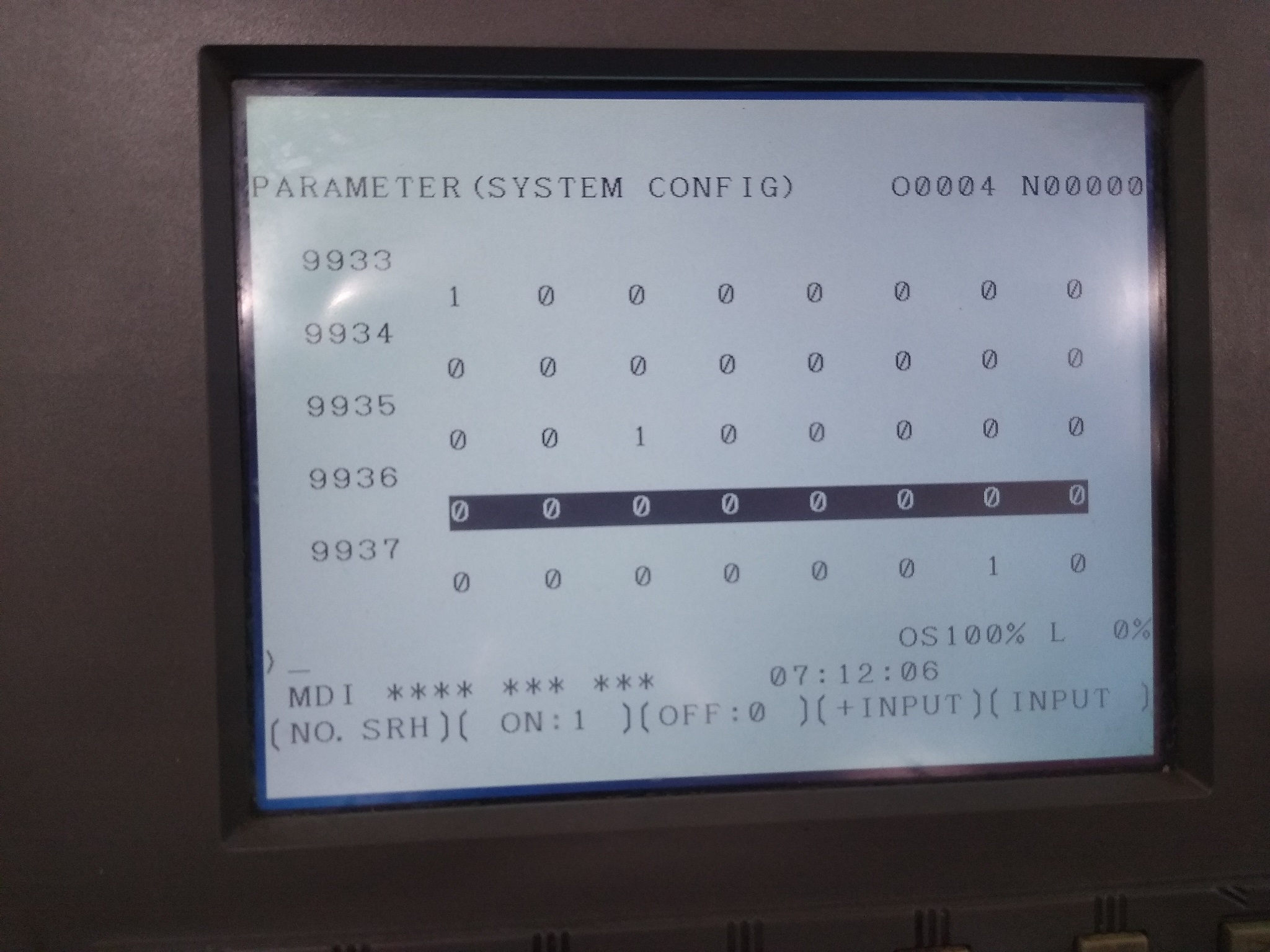
Wygląda ze nie masz aktywnej opcji G54-G59 (parametr 9936)
Zobacz stare programy jak były pisane i wstaw to zdjęcie
Re: Fanuc 21i - żle wyświetla współrzędne Absolutne
: 19 lis 2020, 09:00
autor: blackcerber
wojtek10916 chyba masz racje....
Maszyna się "wykrzacza" kiedy w programie lub MDI jest wpisana komenda G54. W Alarmach wyrzuca komentarz "Inproper G-code"
Maszyna przyszła z zagranicy.... była "czysta" pamięć, bez programów itd.
Lecę do maszyny sprawdzić parametr: 9936.
Dam znać co tam jest ustawione.
Fajnie... jest jakaś nadzieja, że pójdę dalej z tym tematem
Dodane 2 godziny 19 minuty 46 sekundy:
tak wygląda w PLC zapis parametru 9936
są same zera.
Czy zamienić je na "1" ?
Brakuje mi trochę jakiejs instrukcji od PLC dla Fanuca.