Strona 1 z 2
Kalibracja sondy do pomiaru narzędzi
: 16 wrz 2020, 17:06
autor: jancik
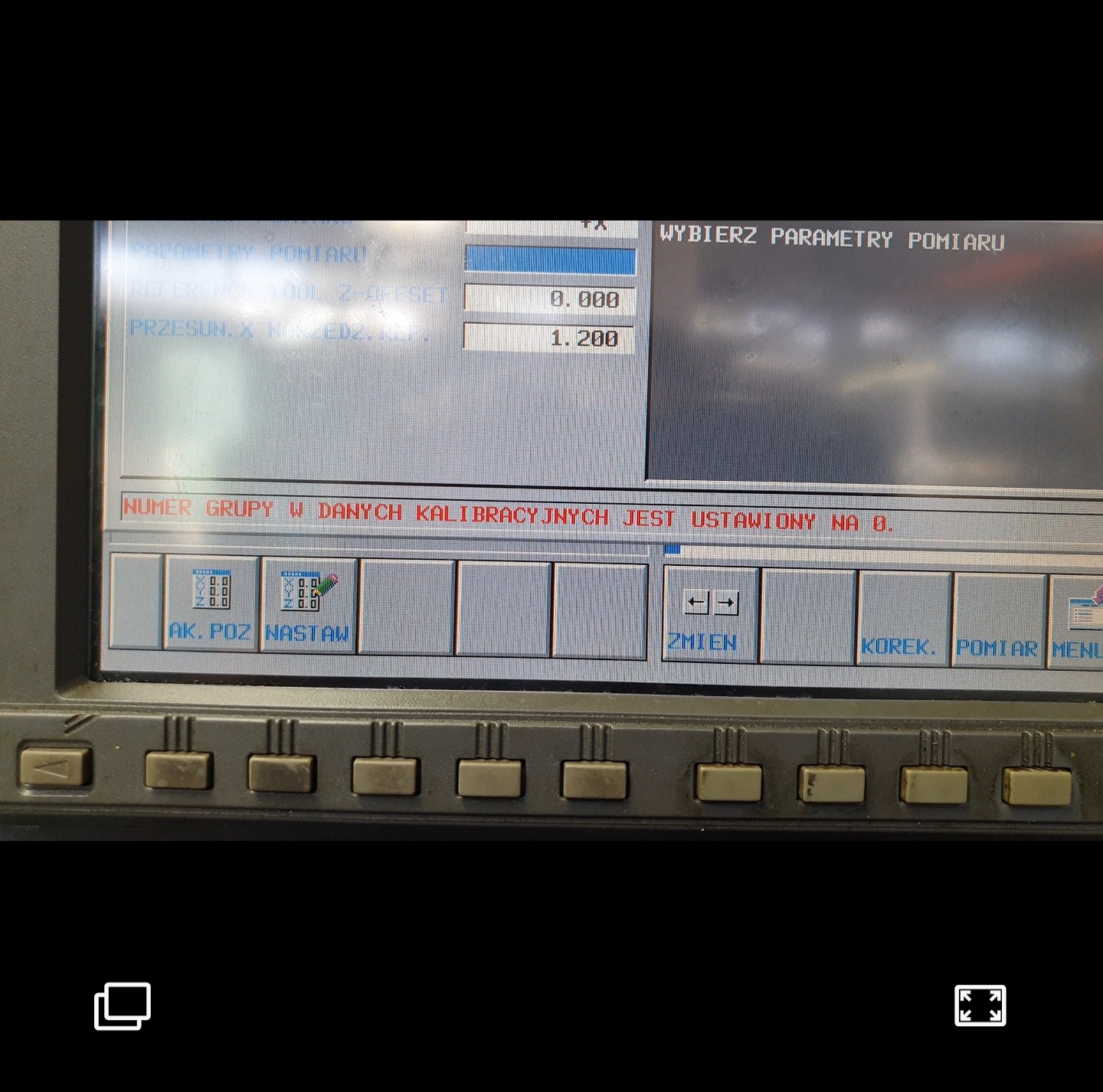
Witam. Automat tokarski Goodway GTS200x , sterowanie Fanuc 18i-TB . W sondzie do pomiarów narzędzia złamała się końcówka pomiarowa (sonda Renishaw HPRA).
Po wymianie końcówki sonda okłamuje w osi x o 2mm. Bardzo bym prosił o pomoc w jaki sposób ją skalibrować . Z góry dziękuję.
Re: Kalibracja sondy do pomiaru narzędzi
: 16 wrz 2020, 17:19
autor: sssTOMEKsss
musisz ją ustawić równolegle do osi Z oraz X za pomocą czujnika zegarowego, na sondzie masz broki do regulacji którymi manipulujesz ustawienie końcówki, do pełnej kalibracji potrzebujesz również trzpień wzorcowy który montujesz do głowicy narzędziowej i kalibrujesz z poziomu pulpitu za pomocą odpowiednich funkcji
Re: Kalibracja sondy do pomiaru narzędzi
: 16 wrz 2020, 17:31
autor: jancik
sssTOMEKsss pisze: ↑16 wrz 2020, 17:19
musisz ją ustawić równolegle do osi Z oraz X za pomocą czujnika zegarowego, na sondzie masz broki do regulacji którymi manipulujesz ustawienie końcówki, do pełnej kalibracji potrzebujesz również trzpień wzorcowy który montujesz do głowicy narzędziowej i kalibrujesz z poziomu pulpitu za pomocą odpowiednich funkcji
Samą kostkę wyregulowałem za pomocą czujnika, problem mam z funkcją do kalibracji
Re: Kalibracja sondy do pomiaru narzędzi
: 16 wrz 2020, 22:34
autor: sssTOMEKsss
niestety nie znam tego sterowania na tyle dobrze oraz tej maszyny, alarm brzmi jakbyś miał zablokowaną funkcje kalibrowania lub należy zmienić któryś parametr na 1 aby móc to robić. Zadzwoń do serwisu i się z nimi skonsultuj albo wpierw zapoznaj się dobrze z instrukcją maszyny - tam powinno być opisane jak należy kalibrować sondę
Re: Kalibracja sondy do pomiaru narzędzi
: 17 wrz 2020, 08:03
autor: jancik
sssTOMEKsss pisze: ↑16 wrz 2020, 22:34
niestety nie znam tego sterowania na tyle dobrze oraz tej maszyny, alarm brzmi jakbyś miał zablokowaną funkcje kalibrowania lub należy zmienić któryś parametr na 1 aby móc to robić. Zadzwoń do serwisu i się z nimi skonsultuj albo wpierw zapoznaj się dobrze z instrukcją maszyny - tam powinno być opisane jak należy kalibrować sondę
Na początku dziękuję za zainteresowanie moim problemem. Też podejrzewam parametr. Niestety firma która instalowała maszynę albo robiła to celowo żeby zarobić na serwisie albo z niewiedzy
, miałem już kilka rzeczy w których musiałem zmienić parametry, między innymi grafika 3d nie chodziła. Maszyna ma już 10 lat, tak,że ciężko będzie coś wywalczyć od nich o ile jeszcze istnieją, raczej sam muszę dojść do tego. Mam pełną dokumentację ale w języku angielskim.
Re: Kalibracja sondy do pomiaru narzędzi
: 17 wrz 2020, 13:23
autor: Petroholic
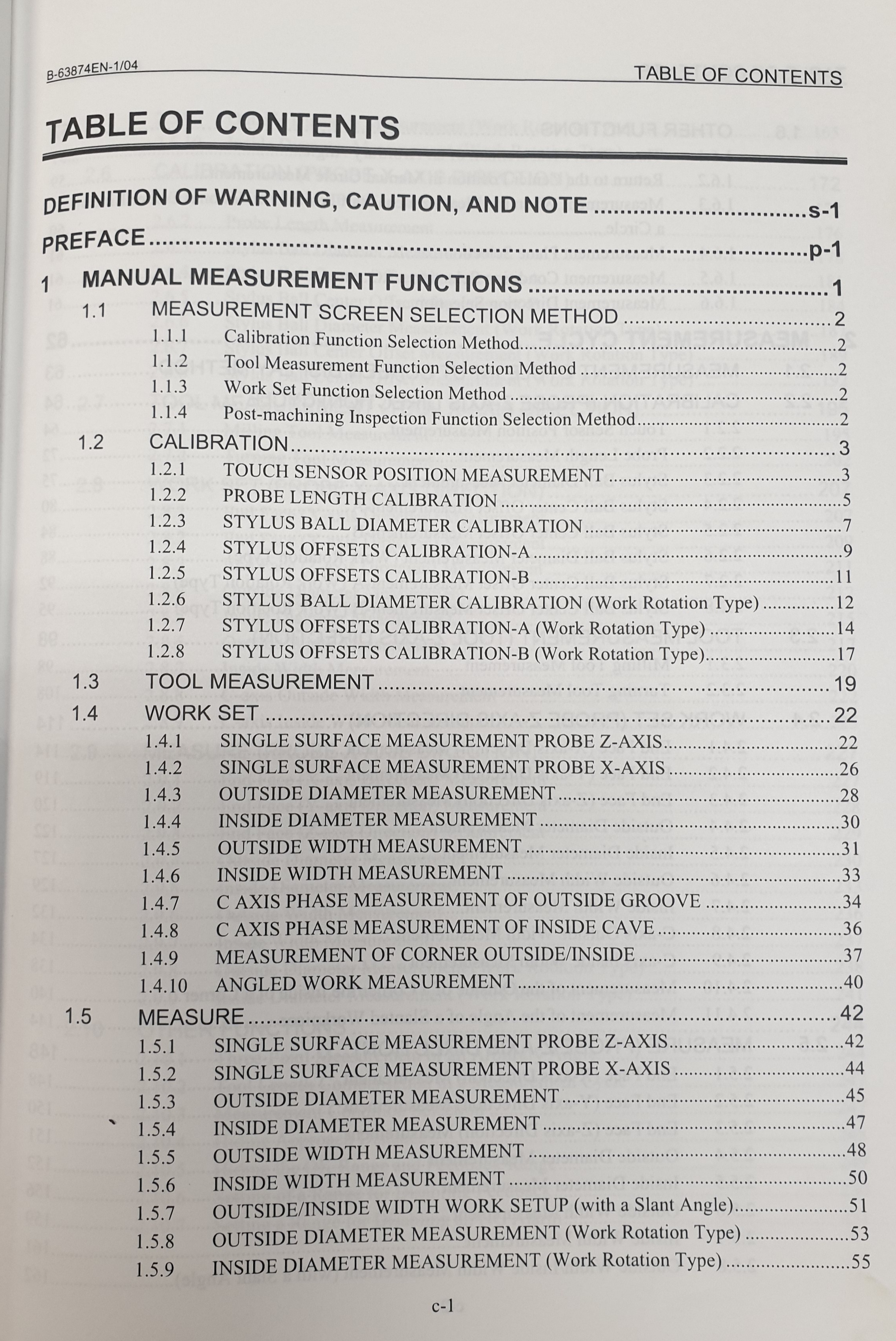
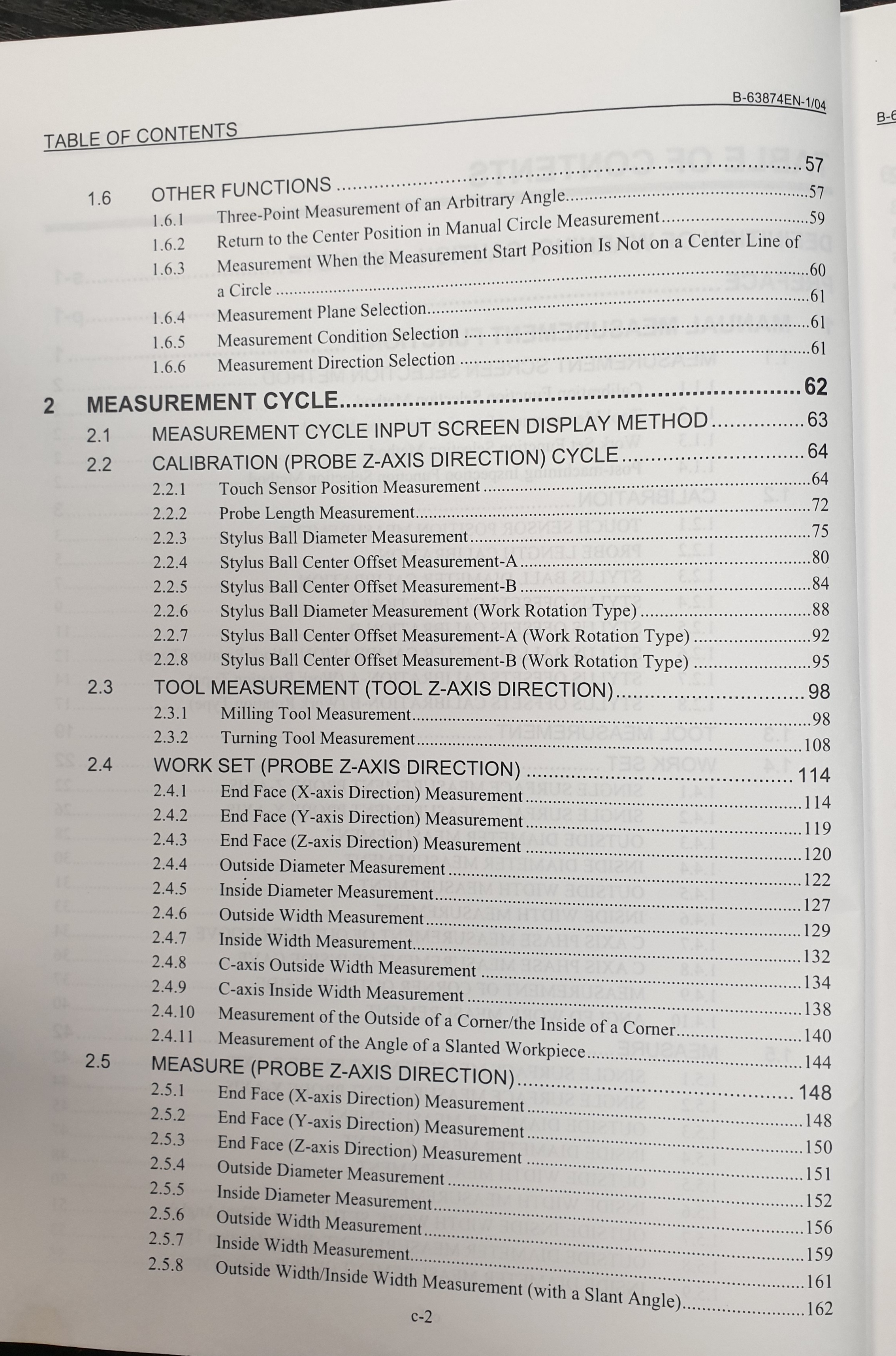
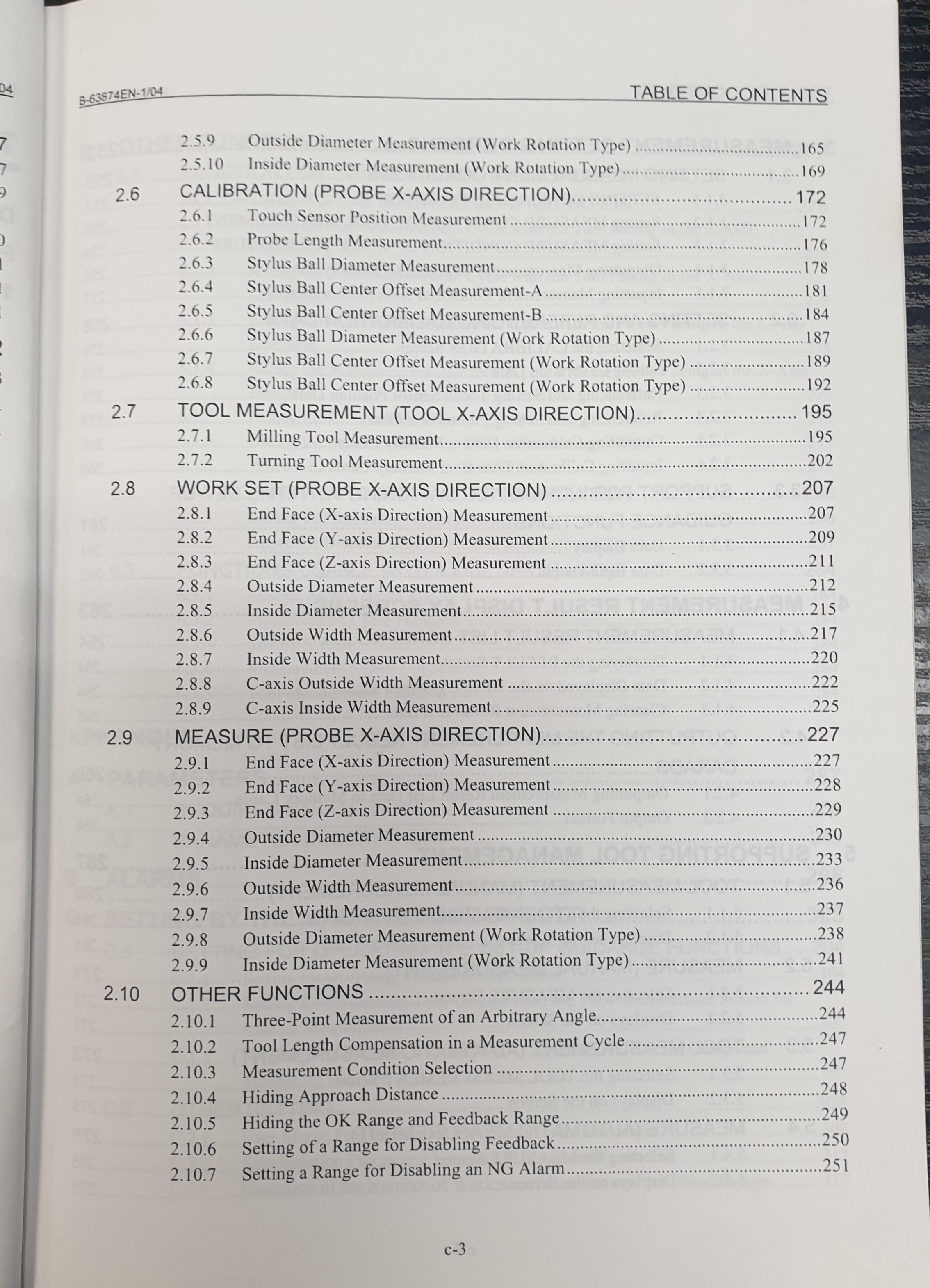
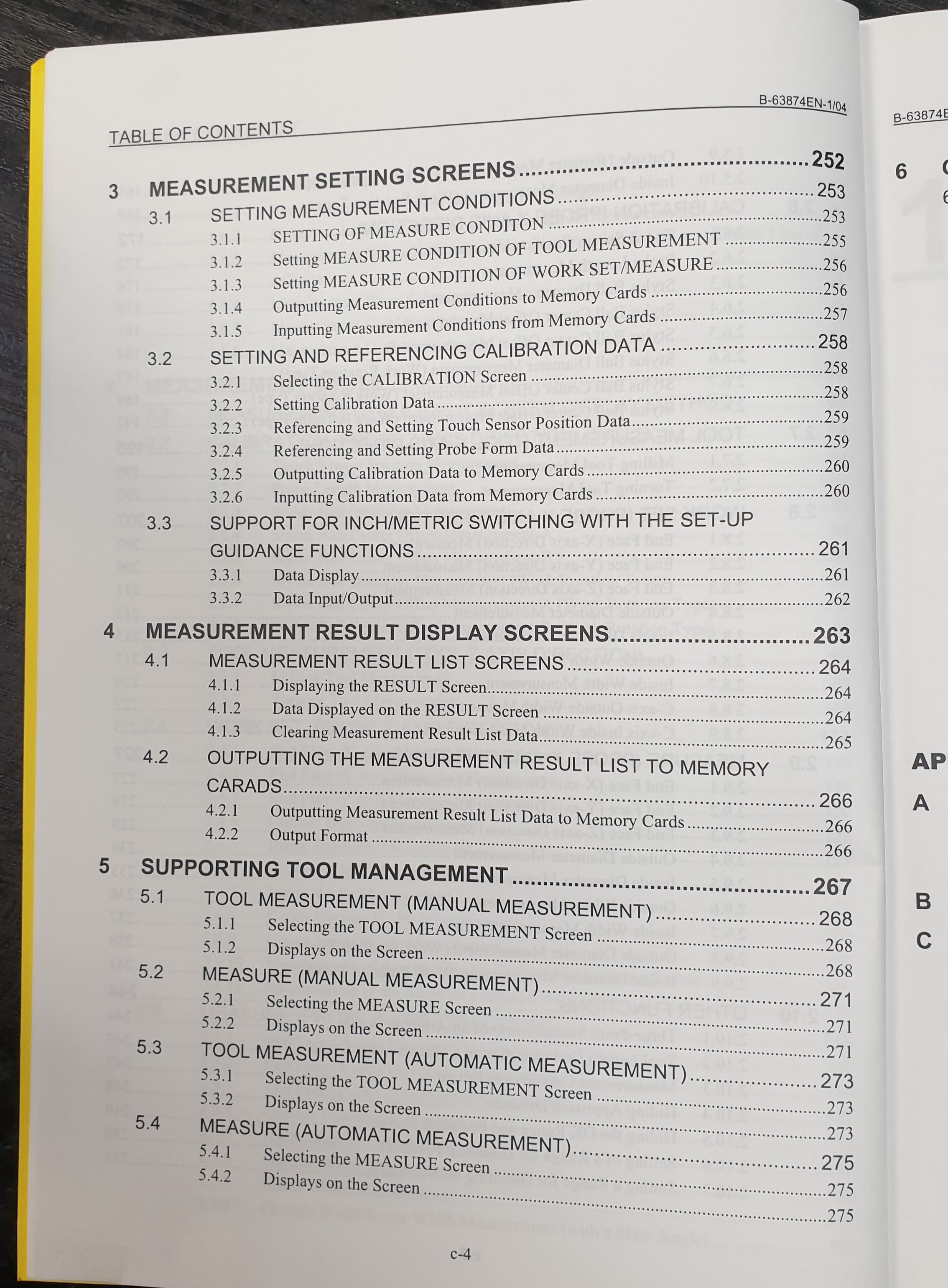
Jeśli masz "chapter" od kalibrowania sondy to będziemy w stanie pomóc

Na początek zrób scan spisu treści i wrzuć tu to podpowiemy gdzie szukać i co dalej
Re: Kalibracja sondy do pomiaru narzędzi
: 17 wrz 2020, 13:31
autor: wojtek10916
Parametr do ustawienia pozycji dla osi X #5015 #5016
Re: Kalibracja sondy do pomiaru narzędzi
: 17 wrz 2020, 15:27
autor: jancik
Petroholic pisze: ↑17 wrz 2020, 13:23
Jeśli masz "chapter" od kalibrowania sondy to będziemy w stanie pomóc
Na początek zrób scan spisu treści i wrzuć tu to podpowiemy gdzie szukać i co dalej
Jutro postaram się wrzucić

Re: Kalibracja sondy do pomiaru narzędzi
: 18 wrz 2020, 11:30
autor: jancik
Re: Kalibracja sondy do pomiaru narzędzi
: 18 wrz 2020, 11:54
autor: Petroholic
Na początek chapter 1.2.1 i 2.6.1 i 3.2.2 i 3.2.3 - gdzieś tu to będzie... Kształt i rozmiar sondy jest dobrze wpisany? Kłamie tylko w X?
Po chwili myślenia jeżeli sonda kłamie tylko w X ale końcówka noża dojeżdża do sondy to najprawdopodobniej maszyna ma źle ustawiony parametr od pozycji sondy w osi X (skoro nie kłamie w Z). W teorii jeśli kłamie o równo 2mm i baza maszynowa ma X0 w osi wrzeciona to zmiana parametru pozycji sondy w X o 2mm (nie powiedziałeś w którą stronę kłamie +/-) powinna załatwić problem
Spis parametrów od sondy masz w załączniku Appendix A to też możesz wrzucić - może znajdzie się szybko ręcznie bez czytania wszystkiego