fanuc series oi-mc
: 03 cze 2020, 08:41
Witam, mam problem z maszyną, mianowicie podczas puszczenia programu frez idzie prawidłowo do momentu kiedy jest ponownie wywoływany poprzez funkcje T12M6, po wywołaniu tej funkcji frez schodzi poniżej bazy detalu na głębokość wpisaną w kompensacji narzędzia (np.140mm -jest to odległość freza od wrzeciona).
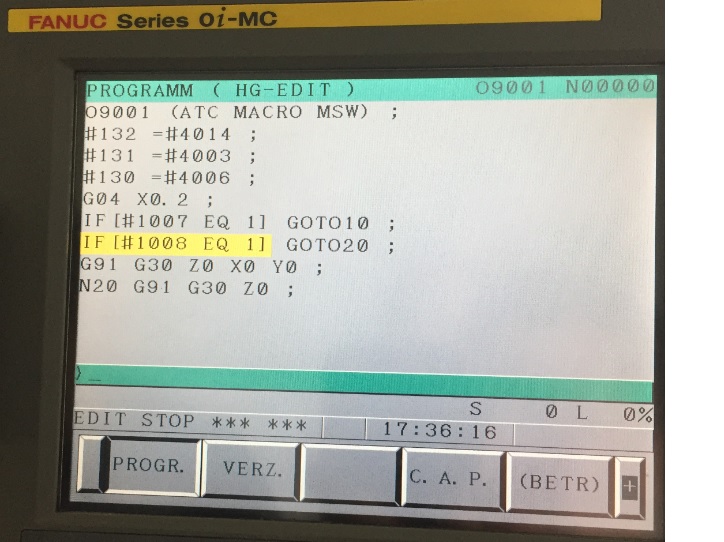
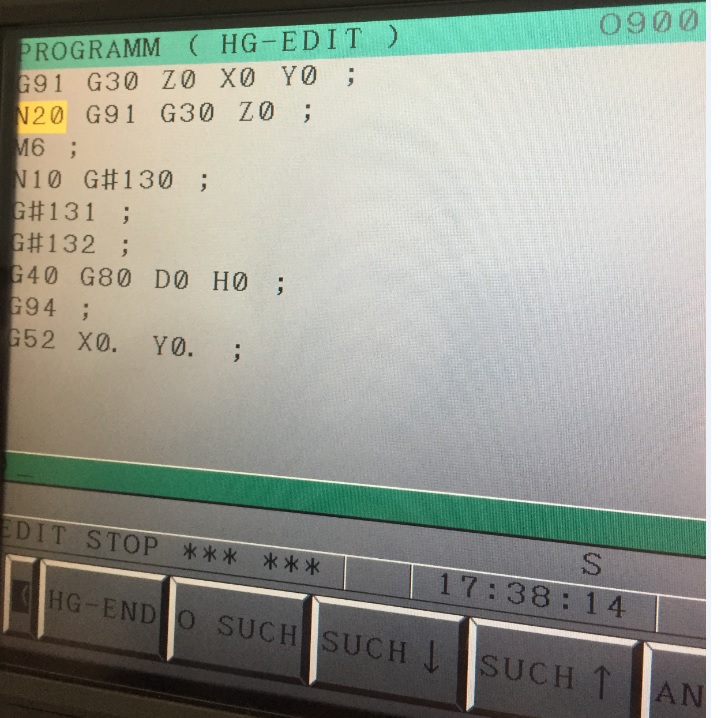
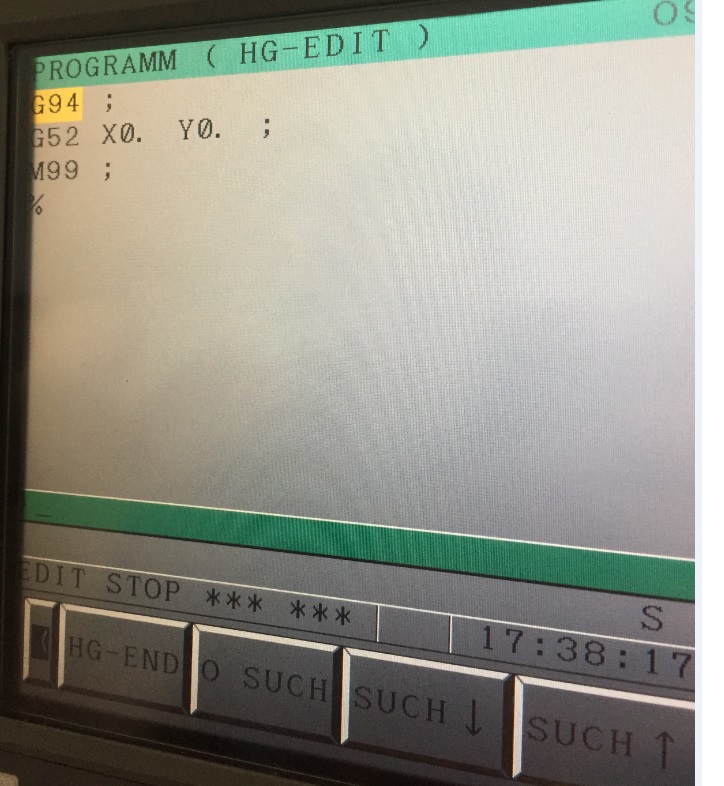
W programie do zmiany narzędzi O9001 znalazłem że wykorzystywana jest tam funkcja G91 zaś w programie do obróbki detalu wykorzystuje funkcje G90 i nie wiem czy to nie w tym problem.
(tu podaje link do zrzutów programu O9001 )
(https://drive.google.com/drive/folders/ ... sp=sharing)
Proszę o pomoc lub podpowiedzi
poniżej program do obróbki detalu:
%
O1000
(PROJEKT: CZĘŚĆ6PRO_MILLING)
(AUTOR: )
(ROZMIAR: X=69.514 Y=54.793 Z=24.3 )
(DATA: 29-MAY-2020 07:58:16)
(**************************************************)
( LISTA NARZEDZI )
( 12 :"FREZ_12")
T12 M6
S7500 M3
(FM-Updated stock)
G0 G90 G56 X-41.957 Y24.996
G43 Z49.7 H12 M08
G0 Z2.
G1 Z-0.3 F2800
X41.957
Y14.997 F5600
X-41.957 F2800
Y4.999 F5600
X41.957 F2800
Y-5. F5600
X-41.957 F2800
Y-14.998 F5600
X41.957 F2800
Y-24.996 F5600
X-41.957 F2800
G0 Z49.7
M09
T12 M6
S5931 M3
(i3DRough-model3)
G0 G90 G56 X-41.297 Y2.385
G43 Z49.7 H12 M08
G0 Z1.7
G1 Z-19.92 F8000
.................................................................. dalszej części programu nie podaje bo zbędna
W programie do zmiany narzędzi O9001 znalazłem że wykorzystywana jest tam funkcja G91 zaś w programie do obróbki detalu wykorzystuje funkcje G90 i nie wiem czy to nie w tym problem.
(tu podaje link do zrzutów programu O9001 )
(https://drive.google.com/drive/folders/ ... sp=sharing)
Proszę o pomoc lub podpowiedzi
poniżej program do obróbki detalu:
%
O1000
(PROJEKT: CZĘŚĆ6PRO_MILLING)
(AUTOR: )
(ROZMIAR: X=69.514 Y=54.793 Z=24.3 )
(DATA: 29-MAY-2020 07:58:16)
(**************************************************)
( LISTA NARZEDZI )
( 12 :"FREZ_12")
T12 M6
S7500 M3
(FM-Updated stock)
G0 G90 G56 X-41.957 Y24.996
G43 Z49.7 H12 M08
G0 Z2.
G1 Z-0.3 F2800
X41.957
Y14.997 F5600
X-41.957 F2800
Y4.999 F5600
X41.957 F2800
Y-5. F5600
X-41.957 F2800
Y-14.998 F5600
X41.957 F2800
Y-24.996 F5600
X-41.957 F2800
G0 Z49.7
M09
T12 M6
S5931 M3
(i3DRough-model3)
G0 G90 G56 X-41.297 Y2.385
G43 Z49.7 H12 M08
G0 Z1.7
G1 Z-19.92 F8000
.................................................................. dalszej części programu nie podaje bo zbędna