programowanie fanuc
: 08 maja 2020, 00:14
Witam
Proszę o sprawdzenie programu i odpowiedź dlaczego nie działa tak jak potrzeba.
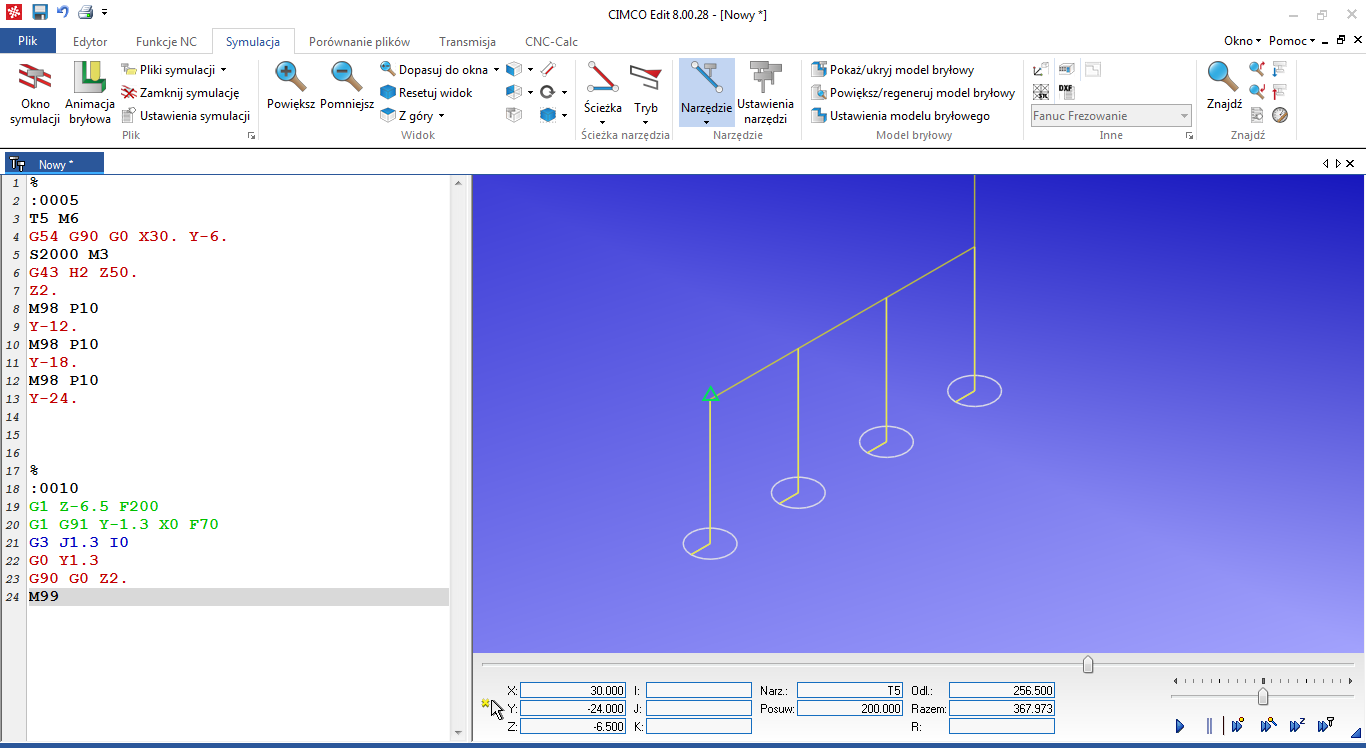
Próbuję frezem fi 8 zrobić 20 otworów (pogłębienia pod łeb śruby) na zasadzie że mam wywiercone fi 6,5 i frezem robię pogłębienie na 10,6
program miałby wyglądać tak ;
G54G90G0X30.Y-6.
S2000M3
G43H2Z50.
Z2.
M98P10
Y-12.
M98P10
Y-18.
M98P10
Y-24.
itd.
a podprogram tak ;
G1Z-6.5F200
G1G91Y-1.3F70
G3Y-1.3J1.3
G90G0Z2.
M99
Czy program jest prawidłowy ? Czy może z maszyną jest coś nie tak ?
Proszę o sprawdzenie programu i odpowiedź dlaczego nie działa tak jak potrzeba.
Próbuję frezem fi 8 zrobić 20 otworów (pogłębienia pod łeb śruby) na zasadzie że mam wywiercone fi 6,5 i frezem robię pogłębienie na 10,6
program miałby wyglądać tak ;
G54G90G0X30.Y-6.
S2000M3
G43H2Z50.
Z2.
M98P10
Y-12.
M98P10
Y-18.
M98P10
Y-24.
itd.
a podprogram tak ;
G1Z-6.5F200
G1G91Y-1.3F70
G3Y-1.3J1.3
G90G0Z2.
M99
Czy program jest prawidłowy ? Czy może z maszyną jest coś nie tak ?