#4
Post
napisał: mateu5 » 23 kwie 2016, 15:51
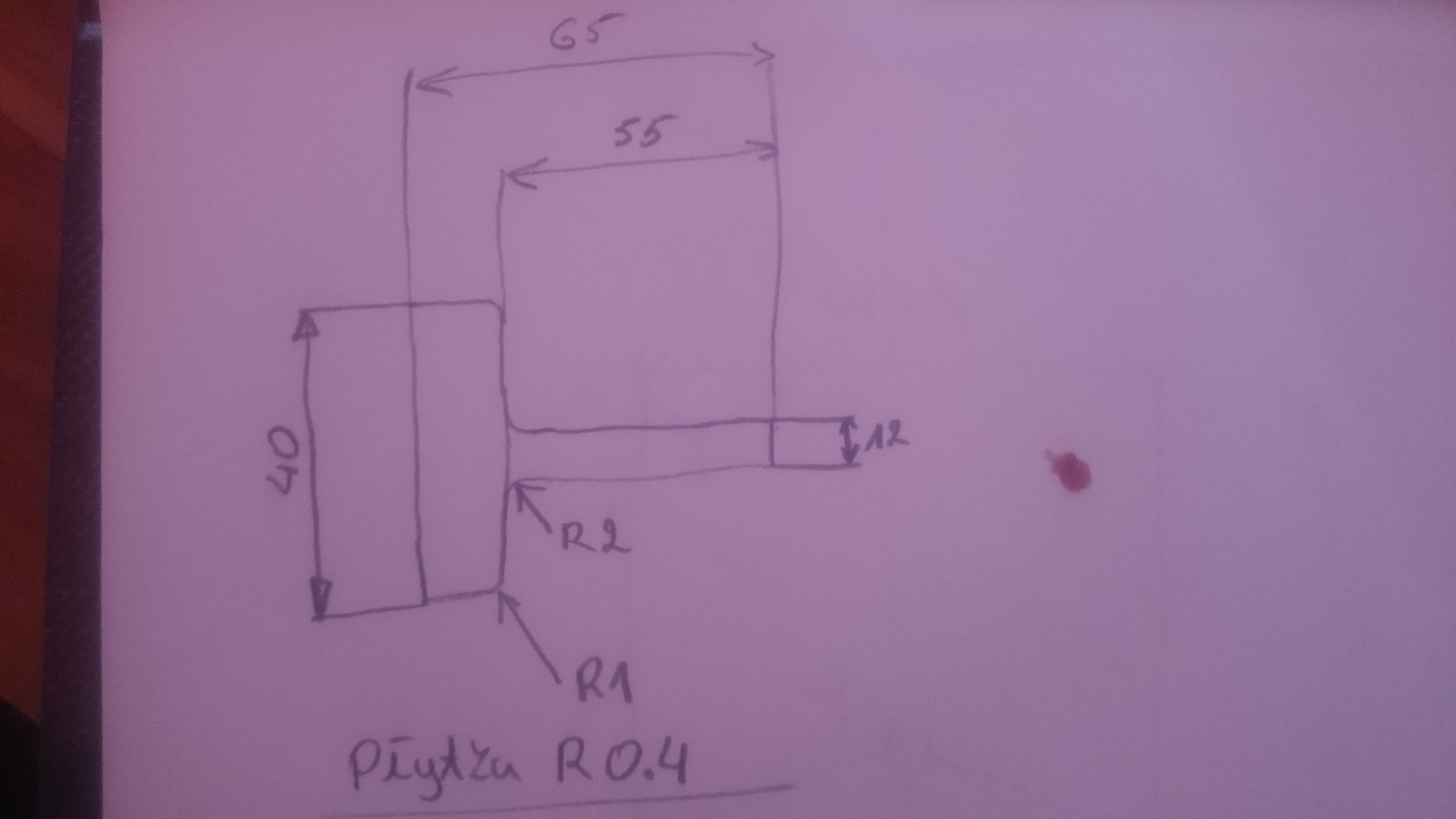
W pole "P" wpisz 3 i kompenstacje musisz włączyć na początku konturu zamin wejdziesz w materiał, dlatego Ci się wcina w materiał.
Jak toczysz kontur w jedna strone (w strone uchwytu) to kompensacja tylko G42. Co w twoim programie robi G41 ?
G50 S1500
G0 X300 Z200
G0 X11 Z2
G1 Z0 G42
G1 X12 Z-0.5 (FAZKA 0.5)
G1 Z-53
G2 X16 Z-55 L2
G1 X38
G3 X40 Z-56 L1
G1 Z-60
G1 X41 G40
G0 X300 Z200 M09
M30
Ostatnio zmieniony 23 kwie 2016, 22:55 przez
mateu5, łącznie zmieniany 1 raz.
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.




")


")