Strona 1 z 1
Niechciany wyjazd przed cyklem frezowania
: 17 sie 2018, 12:41
autor: lukasliana
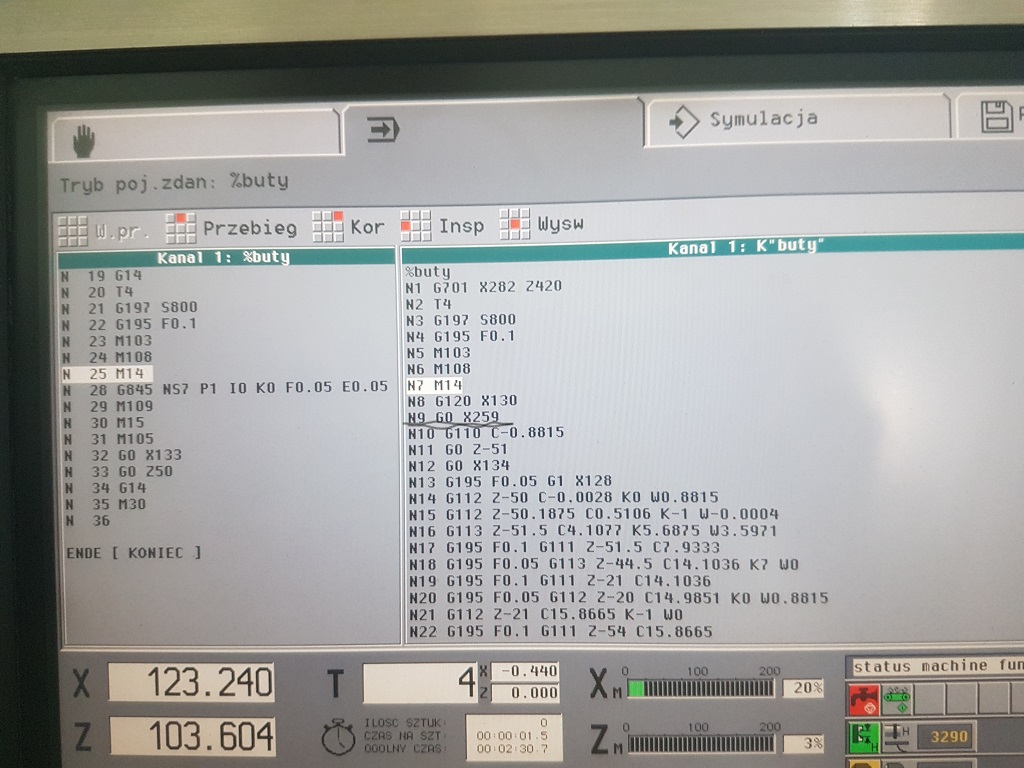
Witam, mam taki oto problem otóż przy początku frezowania (Tokarka CTX 210 z napędzanymi narzędziami )w cyklu G845 jest wyjazd w osi x poza krańcówki (X259) maksymalnie narzędzie wyjedzie na X135
Jak można to zmienić ? W cyklu nie ma takiej możliwości, Frez ma zaczynać obróbkę na X130
Podgląd programu gdzie w oknie po lewo jest cykl a po prawo mamy przedstawione szczegóły co znajduje się w cyklu
Re: Niechciany wyjazd przed cyklem frezowania
: 17 sie 2018, 13:31
autor: WZÓR
Współrzędne z bloku N9 są wynikiem czego ?
Nie możesz wartości X zmniejszyć , aby maszyna nie doszła do wspomnianej przez Ciebie krańcówki ?
P.s.
Na oko widzę , że jak usuniesz ten blok , to nic nie powinno się stać i problem zniknie.
Mariusz.
Re: Niechciany wyjazd przed cyklem frezowania
: 17 sie 2018, 14:16
autor: lukasliana
Blok N9 to początek cyklu G845 nie mogę tego zmienić bo to jest wartość generowana przez cykl gdybym mógł to usunąć to nie było by pytania. Ta wartość to jest wartość wynikowa czegoś tam.... lub jakaś wartość którą trzeba zmienić w danych maszynowych, taka jest moja teoria..
Re: Niechciany wyjazd przed cyklem frezowania
: 17 sie 2018, 14:25
autor: WZÓR
lukasliana pisze: ↑17 sie 2018, 14:16
.... Ta wartość to jest wartość wynikowa czegoś tam....
Wyczerpująca odpowiedź ..... , nie powiem.

P.s.
Zmień tę wartość na X135. i ostrożnie sprawdź program.
Mariusz.
Re: Niechciany wyjazd przed cyklem frezowania
: 17 sie 2018, 18:57
autor: lukasliana
WZÓR pisze: ↑17 sie 2018, 14:25
lukasliana pisze: ↑17 sie 2018, 14:16
.... Ta wartość to jest wartość wynikowa czegoś tam....
Wyczerpująca odpowiedź ..... , nie powiem.
P.s.
Zmień tę wartość na X135. i ostrożnie sprawdź program.
Mariusz.
Piszę już drugi raz! nie mogę zmienić tej wartości ponieważ ona jest generowana przez cykl G845. Nie mogę edytować tej linijek cyklu jeśli było by to możliwe już dawno bym to zrobił.
W lewym oknie masz cykl a w prawym krok po kroku co ten cykl będzie robił prawego okna nie można edytować, wyświetlane są tam tylko poszczególne zdania które są generowane przez cykl żeby było wiadomo jak będzie poruszało się narzędzie.
Re: Niechciany wyjazd przed cyklem frezowania
: 17 sie 2018, 20:52
autor: capt.d.
Aloha
Spróbuj przed wywołaniem cyklu spozycjonować wstępnie narzędzie, gdzieś niedaleko materiału.
Pozdrawiam.
Re: Niechciany wyjazd przed cyklem frezowania
: 17 sie 2018, 23:05
autor: WZÓR
lukasliana pisze: ↑17 sie 2018, 18:57
WZÓR pisze: ↑17 sie 2018, 14:25
lukasliana pisze: ↑17 sie 2018, 14:16
.... Ta wartość to jest wartość wynikowa czegoś tam....
Wyczerpująca odpowiedź ..... , nie powiem.
P.s.
Zmień tę wartość na X135. i ostrożnie sprawdź program.
Mariusz.
Piszę już drugi raz! nie mogę zmienić tej wartości ponieważ ona jest generowana przez cykl G845. Nie mogę edytować tej linijek cyklu jeśli było by to możliwe już dawno bym to zrobił.
.....
Głupoty piszesz , że aż piszczy.
Sam napisałeś w tytule ,, Niechciany wyjazd przed cyklem frezowania".
P.s.
Skąd wiesz , że nie można zmienić tej wartości jaką zasugerowałem .
.... , sprawdziłeś to ?
W/g mnie jest to pozycja startowa cyklu i pierwsze słyszę , że nie można jej zmienić.
Mariusz.
Re: Niechciany wyjazd przed cyklem frezowania
: 18 sie 2018, 23:17
autor: mag999
A wstaw sobie podjazd np G0 x150 z50 po wywołaniu narzędzia
Re: Niechciany wyjazd przed cyklem frezowania
: 29 sie 2018, 15:04
autor: Arias2
Jaki jest promień narzędzia jakim jest frezowane?
Re: Niechciany wyjazd przed cyklem frezowania
: 19 wrz 2018, 20:30
autor: lukasliana
Arias2 pisze: ↑29 sie 2018, 15:04
Jaki jest promień narzędzia jakim jest frezowane?
jest to frez palcowy prosty fi 14 promień na narożu freza 0,5