Strona 1 z 2
heidenhain 416F babcia WHN
: 15 wrz 2017, 21:43
autor: K-mil
: 16 wrz 2017, 01:02
autor: majo5555
Witam!!
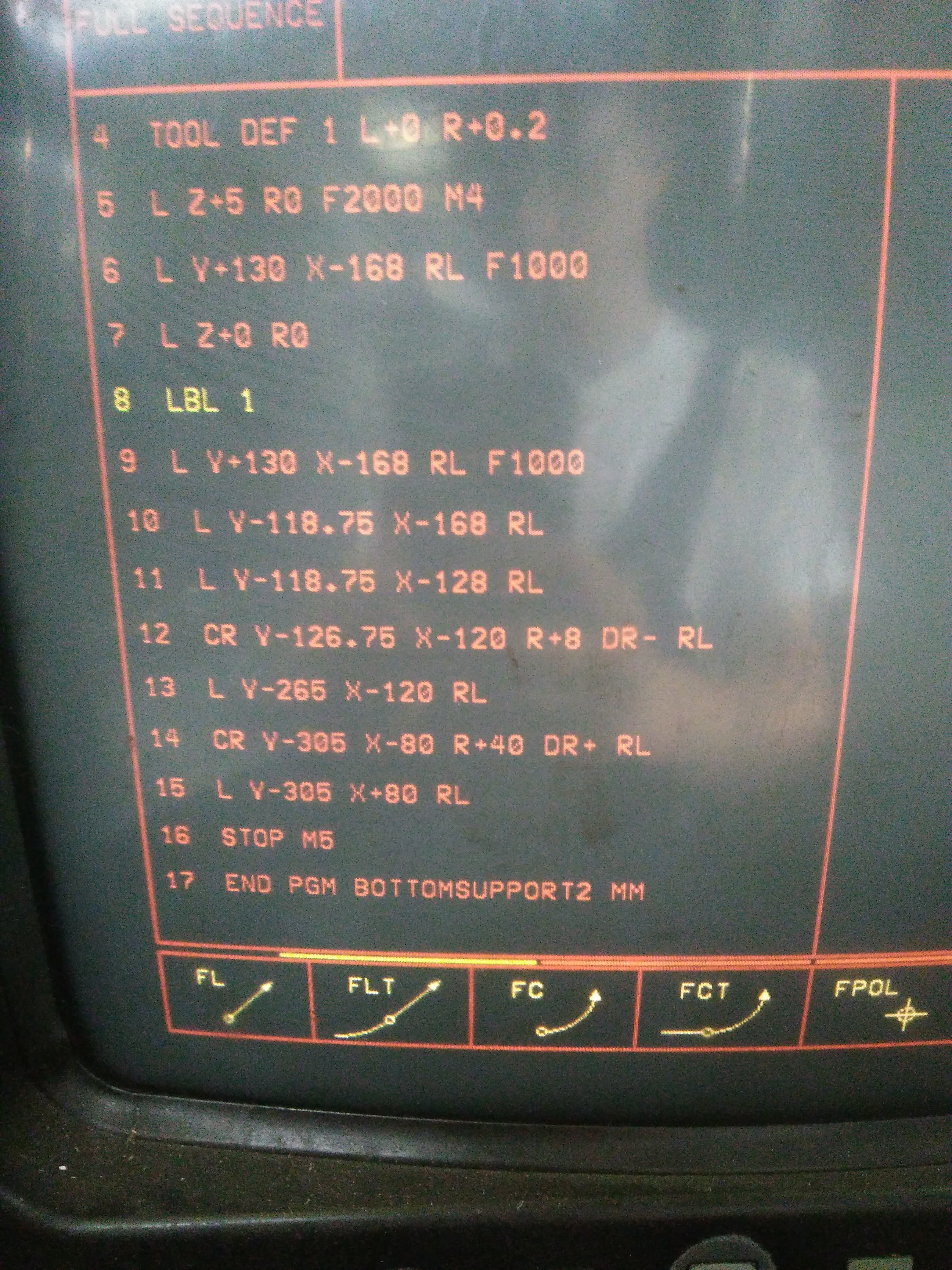
Niestety mam problem z kompem wiec symulatora nie odpale. Co mi sie rzucilo w oczy - nie widzac blk form i osi w jakiej pracuje narzedzie, przy tool call masz os Y, pomijam juz brak zakonczenia programu np.: M2 a przy tym oprogramowaniu moze to sie zle skonczyc (cykl 7 zostaje w pamieci i latwo o dzwon).Kolejna sprawa to frezujesz z M4 (dawno juz lewymi narzedziami nie frezowalem

)i na Z0 wiec symulacja raczej nic Ci nie pokaze.Po co z ciekawosci Ci lbl skoro go nie konczysz i nie powtarzasz??? Bez bezpiecznego wyjazdu tez latwo pomylic os na Z0.Jutro w pracy wklepe na maszyne bo CR juz kawal czasu nie uzywalem.
Pozdrawiam!!
Testowalem na maszynie program. Przy takim ustawieniu wywala blad korekcji narzedzia ale teraz pracuje na pionowym centrum 3 osiowym. Jak dla mnie to wywal tego Y przy tool call i wstaw Z. Daj znac czy pomoglo.
: 16 wrz 2017, 16:23
autor: K-mil
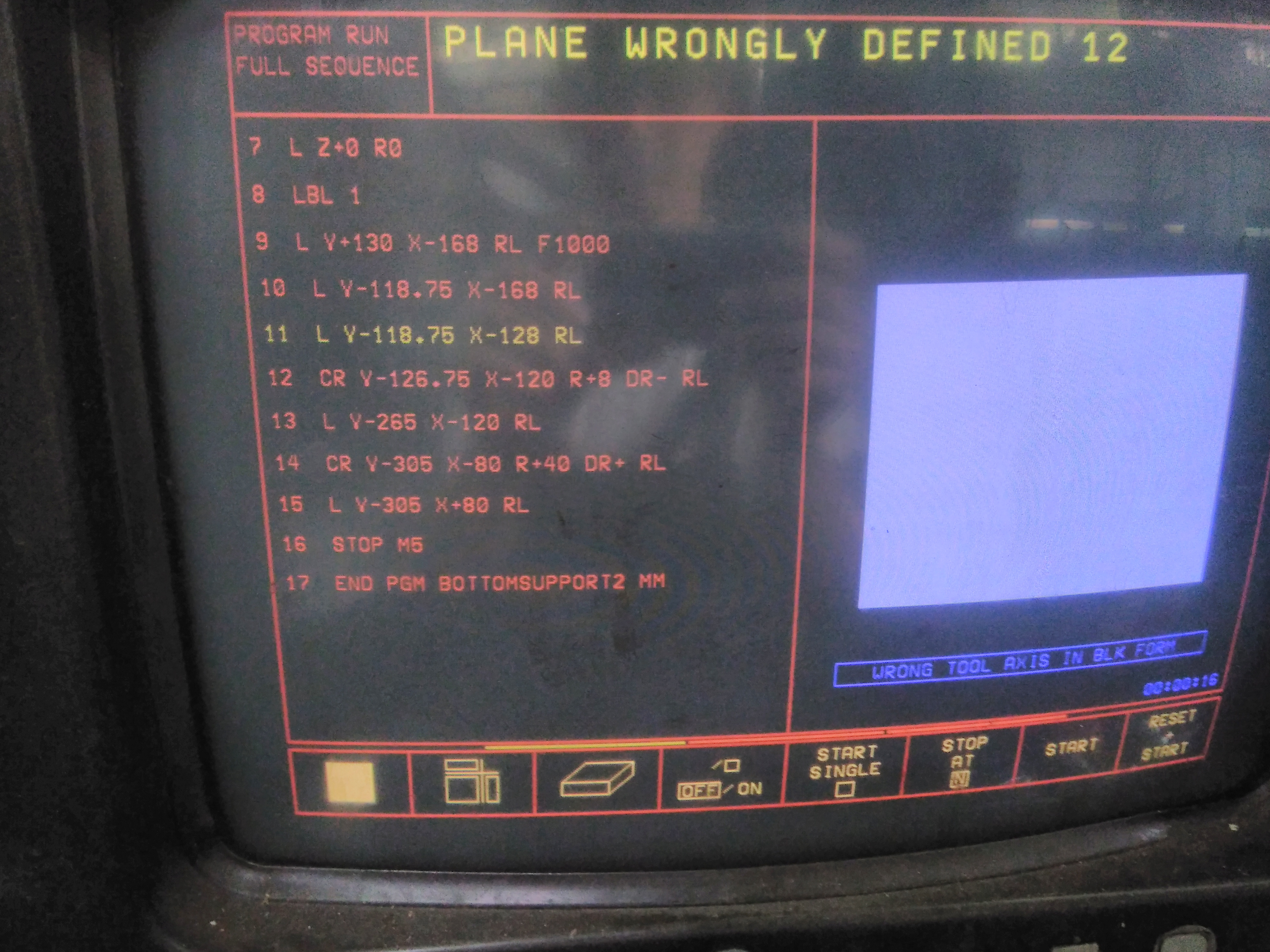
BLK form ma jakieś znaczenie?
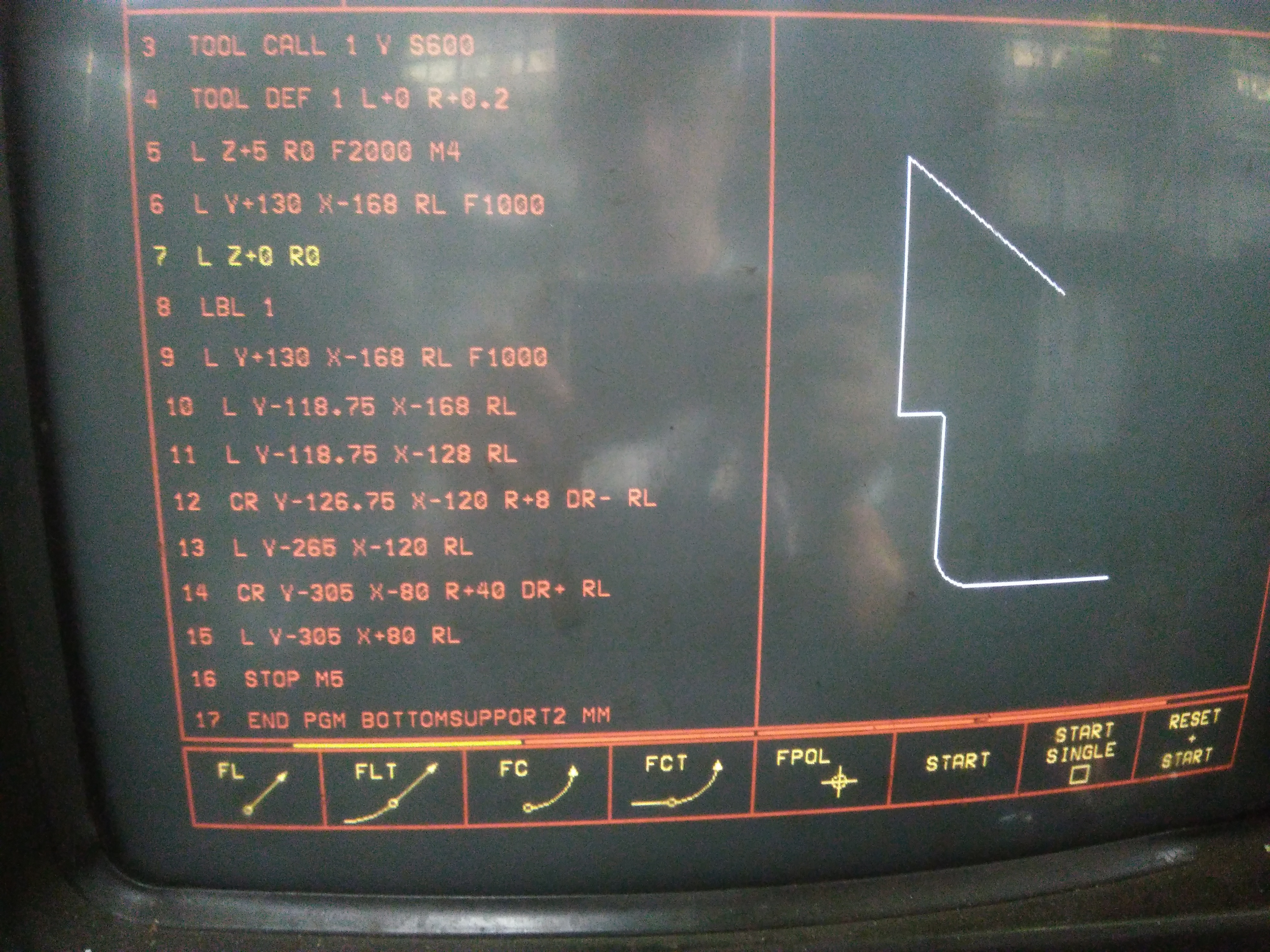
Os pracy narzędzie ustawiłem w tool call1 Y dlatego że mam założona głowice kątowa a w programie z zamieniłem na Y bo Z i X to płaszczyzna i nie pokaże mi nawet jak to wygląda. trochę namieszałem...
Ja używam M5 bo mnie tak nauczyli jak zaczynałem, a M2 używam w zasadzie tylko przy rotacji bo potem jakieś dziwne rzeczy się dzieją. M4 dlatego że przy głowicy katowej zmienia się kierunek obrotów. Po lbl przeważnie daje IZ-1 np. Ale najczęściej IW-1 bo Z się zacina albo skacze sobie poprostu 0.2 mm. Na końcu operacji daje lbl1 rep 30
Napiszę ten program od nowa jak będę w pracy,
Będę na kompie to dodam kilka zdjęć z Pracy.
: 16 wrz 2017, 16:47
autor: majo5555
Witam!
To trochę teraz konkretniej opisałeś
Robiłem na 415F z uchylnym wrzecionem i fanucu (wytaczarka) gdzie prawie nigdy nie było potrzeby zmieniać osi narzędzi. Jeśli o blk form chodzi to - na moim starym sterowaniu krzaczył jeśli zapisałeś przykładowo - Z X-100 Y-100 Z-20 X100 Y100 Z0 a przy tool call dałeś inną oś jak u Ciebie Y. Co do rotacji to też kwiatki może porobić ale o tym już dawno zapomniałem. Jak już pisałem cała symulacja u mnie przechodzi ale tylko w osi Z. Przy Y jest alarm o braku możliwości wyliczenia kompensacji narzędzia.Teraz czekam na cały program aby móc go przetestować nawet na staruszku 415 o którym już każdy w pracy zapomniał ;-(
Pozdrawiam!!
: 16 wrz 2017, 18:10
autor: Steryd
Przede wszystkim tooldef przed toolcall em.
Jesli definiujesz os narzędzia jako Y wtedy korekcje działają w plaszczyznie ZX, dlatego przy włączaniu korekcji nie mozesz wykonać ruchu w kierunku Y (to działa jak G19).
: 17 wrz 2017, 01:53
autor: majo5555
Witam!!
Tak też mi się zdawało
Poza tym o ile pamięć mnie nie myli to toll def dawało sie po toll call na takich sterownikach. Ale już parę lat na tym nie śmigam i ciężko mi być w tym temacie pewnym....
Pozdrawiam!!!
Korekcja narzedzia
: 17 wrz 2017, 20:26
autor: MAREK POCHRON
Czesc. Pracujac osia "Y" to korekcje zapinamy w osi "ZX" , caly kontur /test/ pracuje w osi "Y" . Tak ze BLOK FORM tez ma miec os "Y". Ty zapinasz korekcje w osi "Y" ?????. osi narzedzia,
: 23 wrz 2017, 10:47
autor: K-mil
"Y"
: 01 paź 2017, 06:54
autor: MAREK POCHRON
Czesc. Jak pomoglem to kliknij ... pomogl.
Re: heidenhain 416F babcia WHN
: 18 lis 2017, 22:45
autor: K-mil
Cześć, gdzie sie klika pomagasa?
chciałbym was zapytać o pewien program na wyżęj wymienionym sterowniku heidenhain 416f,
chodzi o wybieranie materiału w kęsie stali do wytaczania, zgrubnie, głowicą.
otóż kolega mój z pracy ma za sobą kilkanaście lat doświadczenia i nie chce mi powiedzieć jak sie to robi.
otwór nieprzelotowy fi 70H7 głębokości 120mm +0,2
na początku na wylot wierce wiertłem fi 45 (zgodnie z rysunkiem)
potem po przewierceniu otworu zaczynam wybierać naddatek głowica i tak:
głowica fi 40.
nie używam funkcji lr i rr. po prostu odejmuje sobie promień głowicy.
chcę wyfrezować na fi68 (naddatek na wytaczanie) program wygląda mniej więcej tak:
L w+10 f3000 M3
L x0y0 (środek otworu)
L w0
LBL 1
CC x0y0
iw-1 F1000
L X0Y+14 F600 (+14 bo 68/2 =34 -20(promień głowicy)=14)
c x0y14 F600 (c to koło)
L x0y0 F1000
LBL 1 REP 119
STOP m2
end pgm "kolo"
pominąłem blk form i tool cale bo nie pamiętam, tool cal itak wpisuje L=0 i R=0 a obroty przeważnie 600, zmieniam tylko do gwintowania i wiercenia wiertłami +50
jeśli zrozumiale to przepisałem to wygląda to tak że najeżdżam na środek otworu potem wrzeciono przyrostowo zagłębia sie na milimeter i potem program robi koło w środku otworu, i wraca na środek aby wrzeciono z głowica mogło sie zagłębić.
z tego co widziałem, jest to możliwe żeby zamiast tego zrobić spirale, czyli podczas robienia koła przez maszynę jednocześnie głowica się zagłębiała w materiał dochodząc do żądanej głębokości zrobiła jedno koło (coś jak dwell time przy wierceniu, czyli obrót bez zagłębiania żeby wyrównać dno otworu) tylko nikt mnie tego nie chce nauczyć, a przyspieszyłoby mi to prace trzykrotnie. raz sobie pomyślałem żę tam gdzie jest c x0y14 dodać iw-1 ale to nie zadziałało.
czy mogę mieć prośbę do was o wytłumaczenie mi jak się robi taką spirale/helix?